Trong thiết kế kỹ thuật hiện đại, ký hiệu vật liệu trong bản vẽ kỹ thuật đóng vai trò then chốt trong việc truyền tải thông tin về nguyên vật liệu, đặc tính cơ lý và phương pháp gia công. Khác với ký hiệu kích thước hay dung sai chỉ mô tả hình học, ký hiệu vật liệu giúp xác định bản chất vật lý của chi tiết — từ loại thép, hợp kim, đến phương pháp nhiệt luyện và xử lý bề mặt. Bài viết này phân tích chi tiết hệ thống ký hiệu vật liệu theo tiêu chuẩn TCVN và ISO, đồng thời hướng dẫn cách áp dụng trong AutoCAD để đảm bảo bản vẽ đạt chuẩn sản xuất.
Hệ Thống Ký Hiệu Vật Liệu Theo TCVN 1765
Tiêu chuẩn TCVN 1765 quy định cách ghi ký hiệu vật liệu trong bản vẽ kỹ thuật cho các loại thép kết cấu, thép dụng cụ và hợp kim màu. Ký hiệu gồm 3 thành phần chính: mã loại vật liệu, thành phần hóa học chính, và đặc tính cơ học.
Thép Cacbon Kết Cấu
Ký hiệu bắt đầu bằng chữ CT (Cacbon Thường), theo sau là hàm lượng cacbon trung bình tính theo phần trăm nhân 100. Ví dụ:
- CT3: Thép cacbon thấp (0.14-0.22% C), dùng cho kết cấu hàn, độ bền kéo 370-480 MPa
- CT5: Thép cacbon trung bình (0.28-0.37% C), ứng dụng trong trục, bánh răng nhỏ
Trong môi trường ăn mòn cao như công trình ven biển, CT3 thường được thay bằng thép hợp kim thấp như 09G2 để tăng khả năng chống gỉ mà không cần mạ kẽm dày.
Thép Hợp Kim Kết Cấu
Ký hiệu phức tạp hơn, bao gồm hàm lượng cacbon và các nguyên tố hợp kim chính. Công thức: [C]×100 + [Nguyên tố] + [Hàm lượng %]
- 40Cr: 0.40% C, ~1% Cr — dùng cho trục chịu xoắn, độ cứng sau tôi 45-50 HRC
- 30CrMnSi: 0.30% C, Cr-Mn-Si — thép lò xo, chịu tải động tốt
- 18CrNi8: Thép không gỉ austenit, chống ăn mòn môi trường axit
Khi thiết kế chi tiết chịu mài mòn như bánh răng hộp số, 20CrMnTi thường được chọn vì lớp thấm cacbon đạt độ cứng 58-62 HRC ở bề mặt trong khi lõi giữ độ dai 800 J/cm².
Thép Dụng Cụ
Ký hiệu bắt đầu bằng chữ X (thép hợp kim cao) hoặc P (thép gió):
- X210Cr12: 2.10% C, 12% Cr — dao dập nguội, chống mòn cao
- P18: Thép gió 18% W — dao tiện tốc độ cao, giữ cứng ở 600°C
Trong gia công khuôn mẫu nhựa, X40CrMoV5-1 (tương đương H13) được ưu tiên vì chịu nhiệt tốt và ít biến dạng khi tôi.
 Ký hiệu vật liệu thépBảng ký hiệu vật liệu thép theo TCVN 1765 — lưu ý phân biệt CT (cacbon thường) và X (hợp kim cao)
Ký hiệu vật liệu thépBảng ký hiệu vật liệu thép theo TCVN 1765 — lưu ý phân biệt CT (cacbon thường) và X (hợp kim cao)
Ký Hiệu Xử Lý Nhiệt và Bề Mặt
Ký hiệu vật liệu trong bản vẽ kỹ thuật không chỉ dừng ở thành phần hóa học mà còn bao gồm trạng thái nhiệt luyện, quyết định tính chất cơ học cuối cùng.
Nhiệt Luyện Cơ Bản
- N (Normalizing): Ủ thường hóa — giảm ứng suất nội, cải thiện gia công
- Q (Quenching): Tôi — tăng độ cứng, giảm độ dai
- T (Tempering): Ram — cân bằng cứng-dai sau tôi
- A (Annealing): Ủ mềm — giảm độ cứng để gia công dễ hơn
Ví dụ thực tế: Trục động cơ từ thép 45 thường qua quy trình 45-Q+T (HB 220-250) — tôi + ram đạt độ cứng 220-250 Brinell, đủ cứng để chống mòn nhưng vẫn giữ độ dai chống va đập.
Xử Lý Bề Mặt
- C (Carburizing): Thấm cacbon — tăng độ cứng bề mặt lên 58-62 HRC
- N (Nitriding): Thấm nitơ — độ cứng 900-1100 HV, chống mòn tốt hơn thấm cacbon
- Cr: Mạ crom cứng — độ dày 0.05-0.5mm, chống ăn mòn và mài mòn
Bánh răng hộp số thường dùng 20CrMnTi-C (0.8-1.2mm) — thấm cacbon sâu 0.8-1.2mm để chịu tải tiếp xúc cao mà không bị bong tróc lớp cứng.
Ký Hiệu Hợp Kim Màu
Đối với chi tiết không dùng thép, ký hiệu vật liệu trong bản vẽ kỹ thuật tuân theo TCVN 1656:
Hợp Kim Nhôm
- AlMg3: 3% Mg — chống ăn mòn tốt, dùng trong kết cấu tàu thuyền
- AlCu4Mg1: 4% Cu, 1% Mg — độ bền cao (σb ≥ 420 MPa), ứng dụng hàng không
Khi thiết kế khung xe đạp thể thao, AlMg3 được chọn vì tỷ lệ độ bền/trọng lượng cao và khả năng hàn tốt mà không cần nhiệt luyện sau hàn.
Đồng và Hợp Kim Đồng
- Cu-ETP: Đồng điện phân (99.9% Cu) — dẫn điện tốt nhất
- CuZn37: Đồng thau 37% Zn — dễ gia công cắt gọt, dùng làm ốc vít
- CuSn6: Đồng thanh 6% Sn — chống mài mòn, dùng trong ổ trượt
Ổ trượt máy nén khí thường dùng CuSn6Zn6Pb3 vì lớp màng dầu bám tốt và chịu tải 15-20 MPa mà không bị cháy bề mặt.
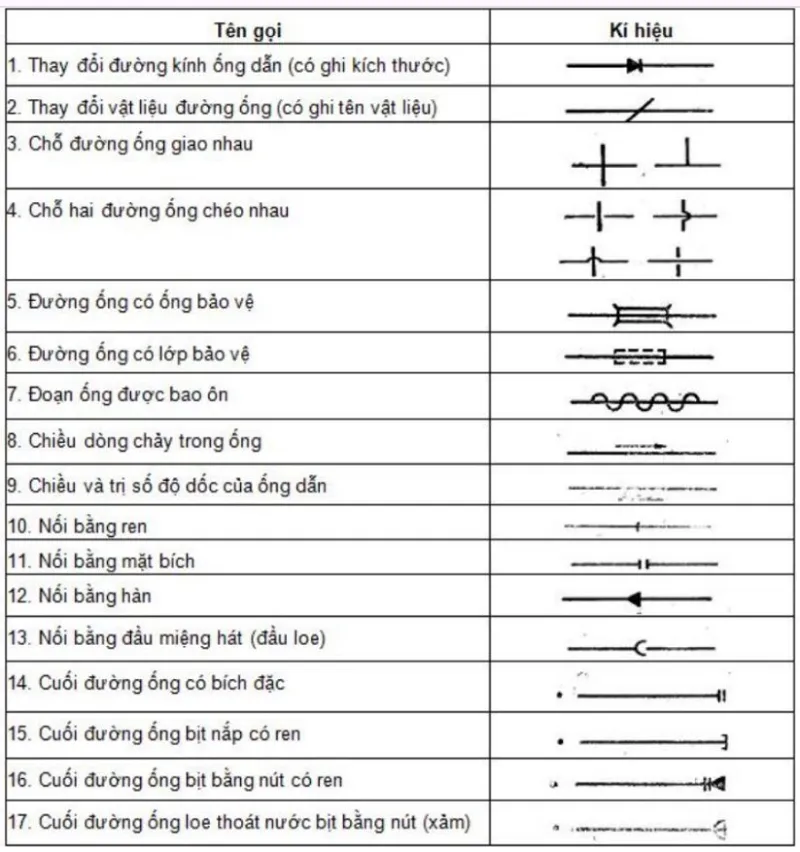 Ký hiệu hệ thống cấp thoát nướcKý hiệu ống nước trong bản vẽ xây dựng — chú ý phân biệt ống cấp (nét liền) và ống thoát (nét đứt)
Ký hiệu hệ thống cấp thoát nướcKý hiệu ống nước trong bản vẽ xây dựng — chú ý phân biệt ống cấp (nét liền) và ống thoát (nét đứt)
Ký Hiệu Vật Liệu Trong Bản Vẽ Xây Dựng
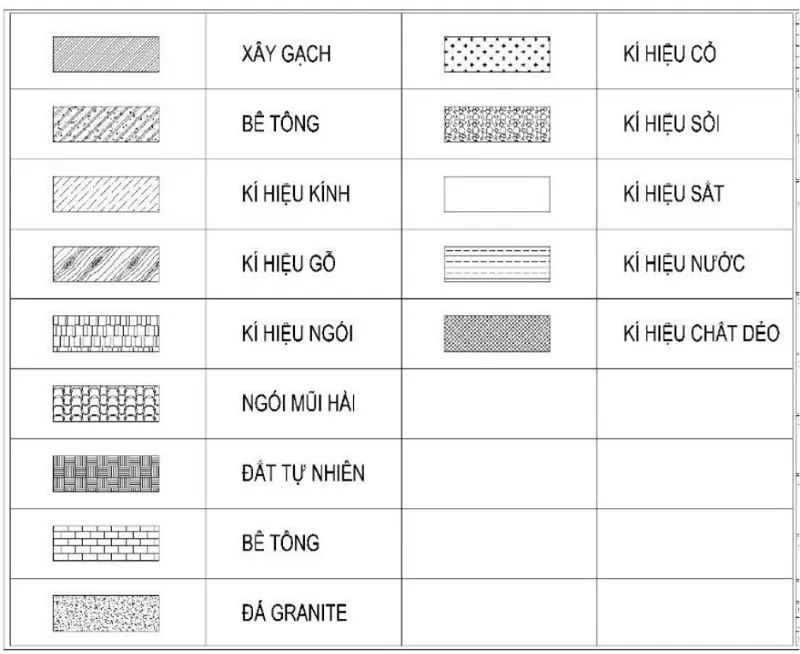
Trong lĩnh vực xây dựng, ký hiệu vật liệu trong bản vẽ kỹ thuật thể hiện qua hatch pattern (gạch chéo) theo TCVN 1691:
Vật Liệu Kết Cấu
- Bê tông: Gạch chéo 45° mật độ thưa (khoảng cách 5-7mm)
- Thép: Gạch chéo 45° mật độ dày (khoảng cách 2-3mm)
- Gỗ: Vân gỗ hoặc gạch chéo kép
- Gạch: Gạch chéo 45° + đường ngang
Khi vẽ mặt cắt cột bê tông cốt thép, phần bê tông dùng hatch ANSI31 (AutoCAD), cốt thép dùng hatch STEEL — giúp phân biệt rõ ranh giới giữa hai vật liệu.
Vật Liệu Hoàn Thiện
- PF (Plaster Finish): Vữa trát — độ dày 10-15mm
- TF (Tile Finish): Ốp gạch — ghi rõ kích thước gạch (300×300, 600×600)
- WF (Wood Finish): Ốp gỗ — ghi loại gỗ (sồi, thông, MDF)
Trong bản vẽ chi tiết tường, cần ghi: Tường gạch 220mm + PF 15mm + TF 300×300 — giúp thợ xây tính chính xác vật tư và thời gian thi công.
Áp Dụng Ký Hiệu Vật Liệu Trong AutoCAD
Khi làm việc với AutoCAD, việc ghi ký hiệu vật liệu trong bản vẽ kỹ thuật cần tuân thủ các nguyên tắc:
Vị Trí Ghi Ký Hiệu
- Bản vẽ lắp: Ghi trong bảng thông số kỹ thuật (Technical Requirements)
- Bản vẽ chi tiết: Ghi ngay dưới tên chi tiết, font chữ cao 5-7mm
- Mặt cắt: Dùng leader line trỏ vào vùng vật liệu, ghi ký hiệu + độ dày
Lệnh AutoCAD Hỗ Trợ
- MTEXT: Tạo text box ghi ký hiệu vật liệu, font Romans.shx
- QLEADER: Tạo mũi tên chỉ dẫn từ vật liệu đến ký hiệu
- HATCH: Tô màu/gạch chéo vùng vật liệu theo pattern chuẩn
Khi vẽ chi tiết trục, dùng lệnh: QLEADER → chọn điểm trên trục → gõ 45-Q+T (HB 220-250) — AutoCAD tự động tạo mũi tên và text box.
Lưu Ý Khi Xuất Bản Vẽ
- PDF: Đảm bảo font chữ được embed để ký hiệu hiển thị đúng
- DWG: Lưu phiên bản tương thích (AutoCAD 2013 format) để đối tác mở được
- In ấn: Kiểm tra độ đậm nét — ký hiệu vật liệu phải rõ ràng ở tỷ lệ 1:1
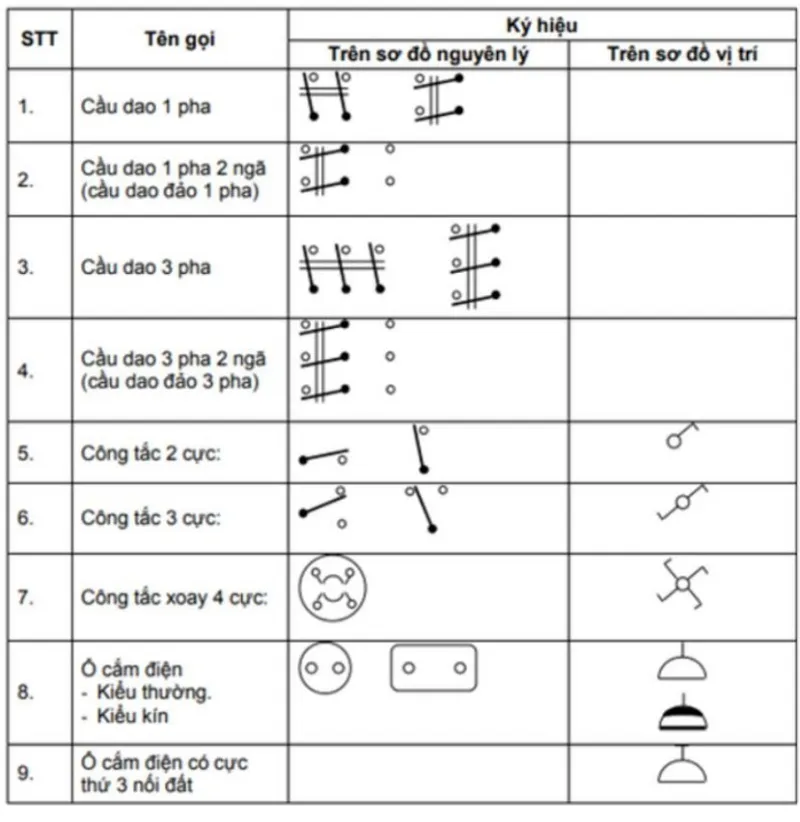 Ký hiệu hệ thống điệnKý hiệu thiết bị điện trong bản vẽ xây dựng — phân biệt công tắc đơn (S), công tắc kép (S2), ổ cắm (O)
Ký hiệu hệ thống điệnKý hiệu thiết bị điện trong bản vẽ xây dựng — phân biệt công tắc đơn (S), công tắc kép (S2), ổ cắm (O)
Sai Lầm Thường Gặp Khi Ghi Ký Hiệu Vật Liệu
Nhầm Lẫn Giữa Tiêu Chuẩn
Thép CT3 (TCVN) ≠ Q235 (GB Trung Quốc) ≠ S235JR (EN 10025 Châu Âu). Mặc dù tương đương về thành phần, giới hạn chảy và độ bền khác nhau:
- CT3: σs ≥ 235 MPa, σb = 370-480 MPa
- Q235: σs ≥ 235 MPa, σb = 370-500 MPa
- S235JR: σs ≥ 235 MPa, σb = 360-510 MPa, thêm yêu cầu độ dai va đập
Khi nhập khẩu thép, cần kiểm tra chứng chỉ vật liệu (Mill Test Certificate) để đảm bảo đáp ứng tiêu chuẩn thiết kế.
Thiếu Thông Tin Nhiệt Luyện
Ghi 45 thay vì 45-Q+T (HB 220-250) khiến xưởng gia công không biết cần nhiệt luyện hay không. Hậu quả: chi tiết không đạt độ cứng yêu cầu, bị mòn sớm trong quá trình vận hành.
Không Ghi Độ Dày Lớp Mạ
Ghi Cr thay vì Cr 0.05mm khiến thợ mạ tự quyết định độ dày, dẫn đến chi phí tăng hoặc chất lượng không đạt. Theo ISO 1456, độ dày mạ crom cứng tiêu chuẩn là 0.025-0.5mm tùy ứng dụng.
Kiểm Tra Ký Hiệu Vật Liệu Trước Khi Sản Xuất
Trước khi chuyển bản vẽ sang phân xưởng, cần kiểm tra:
- Tính khả thi: Vật liệu có sẵn trên thị trường? Thời gian giao hàng bao lâu?
- Chi phí: So sánh giá giữa vật liệu chỉ định và vật liệu thay thế tương đương
- Khả năng gia công: Xưởng có thiết bị nhiệt luyện/mạ phù hợp không?
Ví dụ: Thay X210Cr12 (thép dụng cụ nhập khẩu, giá 150.000đ/kg) bằng SKD11 (Nhật Bản, tương đương, giá 120.000đ/kg) giúp giảm 20% chi phí mà vẫn đảm bảo chất lượng.
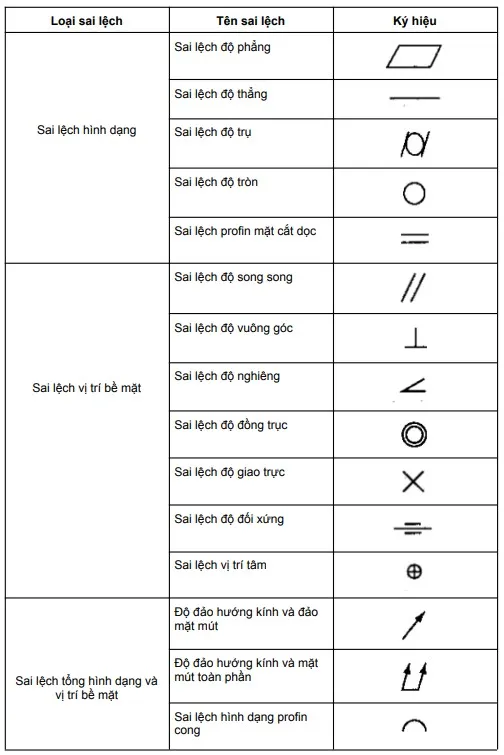 Ký hiệu dung sai hình dạng và vị tríKý hiệu dung sai hình học — kết hợp với ký hiệu vật liệu để đảm bảo chi tiết đạt cả yêu cầu hình học và cơ lý
Ký hiệu dung sai hình dạng và vị tríKý hiệu dung sai hình học — kết hợp với ký hiệu vật liệu để đảm bảo chi tiết đạt cả yêu cầu hình học và cơ lý
Việc thành thạo ký hiệu vật liệu trong bản vẽ kỹ thuật không chỉ giúp truyền đạt chính xác yêu cầu thiết kế mà còn tối ưu chi phí sản xuất, giảm sai sót trong gia công và đảm bảo sản phẩm đạt tuổi thọ thiết kế. Khi làm việc với AutoCAD, hãy luôn kiểm tra ký hiệu vật liệu theo tiêu chuẩn TCVN/ISO hiện hành và tham khảo catalog nhà cung cấp để chọn vật liệu phù hợp nhất.
Ngày Cập Nhật 06/03/2026 by Minh Anh