Bê tông cường độ siêu cao (Ultra High Performance Concrete – UHPC) là một bước tiến đột phá trong ngành vật liệu xây dựng, mang đến những giải pháp kết cấu vượt trội với cường độ và độ bền chưa từng có. Khác biệt với bê tông truyền thống, UHPC là hỗn hợp bê tông tiên tiến, được tăng cường bằng cốt sợi kim loại phân tán, mang lại khả năng chịu lực, chống va đập và chống mài mòn ấn tượng. Bài viết này sẽ đi sâu vào phân tích đặc tính kỹ thuật, ứng dụng thực tế, quy trình thi công và những cải tiến công nghệ mới nhất của bê tông cường độ siêu cao, giúp bạn hiểu rõ hơn về tiềm năng và giá trị mà vật liệu này mang lại cho các công trình hiện đại.
Đặc Tính Kỹ Thuật Vượt Trội Của Bê Tông Cường Độ Siêu Cao
Bê tông cường độ siêu cao (UHPC) sở hữu một tập hợp các đặc tính kỹ thuật đáng kinh ngạc, phân biệt nó với các loại bê tông thông thường. Dạng bột ban đầu có màu xám, với kích thước cốt liệu lớn nhất chỉ đạt 1.0mm. Khi ở dạng đổ đống, khối lượng riêng của hỗn hợp là khoảng 2.2 tấn/m³. Sau khi trộn với nước, khối lượng thể tích của hỗn hợp đạt xấp xỉ 2.4 kg/lít (tương đương 2.4 tấn/m³), và bê tông thành phẩm có khối lượng thể tích dao động từ 2.4 đến 2.5 tấn/m³.
Hàm lượng nước cần thiết cho hỗn hợp UHPC thường nằm trong khoảng 9.0-10.0%, đảm bảo độ chảy đạt ≥ 200mm mà không có hiện tượng tách nước (độ tách nước là 0%).
Về cường độ, UHPC thể hiện sự vượt trội rõ rệt (đặc biệt khi so sánh với cường độ bê tông thông thường ở 7 ngày):
- Cường độ uốn: Sau 3 ngày đạt ≥ 6.0 N/mm², sau 7 ngày là ≥ 10.0 N/mm², và sau 28 ngày đạt ≥ 12.0 N/mm².
- Cường độ nén: Sau 3 ngày đạt ≥ 50 N/mm², sau 7 ngày là ≥ 80 N/mm², và sau 28 ngày đạt ≥ 120 N/mm².
Dựa trên tiêu chuẩn châu Âu EC2, cấp bền bê tông (C) tương ứng của UHPC có thể lên tới C100/115. Mô đun đàn hồi của vật liệu này đạt ≥ 45GPa, cho thấy khả năng chịu biến dạng rất tốt dưới tải trọng.
[ Hình ảnh: Phiếu kết quả thử nghiệm độ bền nén của bê tông UHPC chất lượng siêu caoỨng Dụng Đa Dạng Của Bê Tông Siêu Cường Độ
Với những đặc tính kỹ thuật vượt trội, bê tông cường độ siêu cao được ứng dụng rộng rãi trong nhiều lĩnh vực đòi hỏi kết cấu chịu tải trọng lớn, độ bền cao và khả năng chống chịu môi trường khắc nghiệt.
Các ứng dụng tiêu biểu bao gồm:
- Kết cấu nền móng: Bệ móng máy móc công nghiệp, đường ray chịu tải nặng, gối cầu.
- Mặt đường: Đặc biệt phù hợp cho các loại mặt đường chịu va đập mạnh từ xe bánh xích hoặc các phương tiện hạng nặng.
- Cấu kiện cầu: Dầm cầu, các tấm lát mặt cầu, các cấu kiện mỏng có yêu cầu cường độ cao.
- Công trình chịu ăn mòn, mài mòn: Các kết cấu tiếp xúc với hóa chất, môi trường biển hoặc chịu sự bào mòn liên tục.
- Các vị trí yêu cầu đặc biệt: Nơi cần bê tông có cường độ cực cao, khả năng chịu va đập và mài mòn vượt trội so với vật liệu truyền thống.
Ưu Điểm Vượt Trội So Với Bê Tông Truyền Thống
Việc lựa chọn bê tông cường độ siêu cao mang lại nhiều lợi ích đáng kể:
- An toàn và Thi công thuận tiện: Sản phẩm không độc hại, các thành phần được trộn sẵn, giúp quá trình thi công diễn ra dễ dàng và nhanh chóng.
- Tính năng tự chảy và ổn định: Hỗn hợp có khả năng tự chảy cao, không bị tách nước hay phân tầng, đảm bảo chất lượng đồng nhất.
- Cường độ và Độ bền cao: Cường độ uốn và nén vượt trội, tăng cường khả năng chống thấm, chống ăn mòn và chịu va đập, mài mòn hiệu quả.
- Tuổi thọ công trình kéo dài: Giảm thiểu nhu cầu bảo trì và sửa chữa, đóng góp vào sự bền vững của công trình.
Quy Trình Trộn và Bảo Dưỡng Bê Tông Cường Độ Siêu Cao UHPC
Quy trình trộn
Việc trộn bê tông cường độ siêu cao đòi hỏi sự chính xác và tuân thủ quy trình nghiêm ngặt để đạt được hiệu quả tối ưu.
- Chuẩn bị: Bột UHPC được cho từ từ vào lượng nước đã được định lượng trước để đạt được độ chảy mong muốn.
- Trộn: Hỗn hợp được trộn bằng máy trộn cưỡng bức với tốc độ cao, khoảng 500 vòng/phút.
- Lưu ý:
- Đối với các kết cấu lớn, cần liên hệ với phòng kỹ thuật để được tư vấn chi tiết về tỷ lệ phối trộn và quy trình.
- Tỷ lệ nước thông thường là 10% theo khối lượng.
- Nếu cần tăng cường độ uốn cho các kết cấu mỏng, có thể trộn thêm 50-500 kg sợi kim loại cho mỗi m³ bê tông.
Bảo dưỡng
Ngay sau khi thi công lớp vữa Tka-UHPC, việc bảo dưỡng ẩm cho bề mặt là cực kỳ quan trọng. Có thể sử dụng bao tải ẩm hoặc phun sương để duy trì độ ẩm cần thiết cho quá trình thủy hóa của xi măng, đảm bảo bê tông đạt được cường độ tối đa.
Công Nghệ Cải Tiến: Sử Dụng Phụ Gia Khoáng Trong Bê Tông Cường Độ Siêu Cao
Đặt vấn đề và tính cấp thiết
Bê tông cường độ siêu cao (UHPC) là vật liệu đầy triển vọng của thế kỷ 21 nhờ các tính chất đặc biệt như độ chảy cao, cường độ vượt trội, độ thấm thấp và độ bền lâu dài. Tuy nhiên, lượng xi măng sử dụng trong UHPC truyền thống rất lớn (khoảng 900-1000 kg/m³), dẫn đến chi phí cao và ảnh hưởng đến môi trường do lượng khí CO₂ phát thải. Do đó, việc nghiên cứu sử dụng phụ gia khoáng để thay thế một phần xi măng là vô cùng quan trọng, góp phần vào mục tiêu phát triển xây dựng bền vững.
Các học giả từ Công ty cổ phần Hóa phẩm xây dựng TKA Việt Nam, cùng với các chuyên gia từ Đại học Xây dựng như Giáo sư Nguyễn Văn Tuấn, Nguyễn Công Thắng, Nguyễn Trọng Lâm, Phạm Hữu Danh, đã tập trung nghiên cứu sử dụng tổ hợp phụ gia khoáng silica fume (SF) và tro bay (FA) để thay thế một phần xi măng trong UHPC. Nghiên cứu này cho thấy việc sử dụng hỗn hợp phụ gia khoáng không chỉ cải thiện đáng kể tính công tác mà còn tăng cường độ nén của bê tông, mở ra hướng đi mới cho ứng dụng UHPC tại Việt Nam.
Giới thiệu tổng quan về UHPC và vật liệu cải tiến
Khái niệm UHPC
Bê tông cường độ siêu cao (BTCLSC) là loại bê tông có độ chảy cao, cường độ nén rất cao (thường > 150 MPa), cường độ uốn lớn (khi có cốt sợi), độ thấm thấp và độ bền cao. Sự ra đời của UHPC đánh dấu một bước ngoặt trong công nghệ bê tông, với các tính chất đặc biệt về cường độ, độ bền và ổn định thể tích.
Vật liệu chế tạo UHPC công nghệ cũ
Vật liệu truyền thống bao gồm cát thạch anh (kích thước 100-600µm), xi măng, silica fume, nước và phụ gia siêu dẻo. Nhược điểm lớn nhất là lượng xi măng khổng lồ (900-1000 kg/m³), làm tăng giá thành, ảnh hưởng kỹ thuật và môi trường.
Vật liệu cải thiện UHPC
Tro bay (FA) được xem là phụ gia khoáng đầy tiềm năng. Với tổng hàm lượng các oxit (SiO₂, Al₂O₃, Fe₂O₃) lớn hơn 70% (loại F theo ASTM C618), các oxit này có khả năng phản ứng pozzolanic, tạo sản phẩm C-S-H có cường độ cao, bền vững và tăng khả năng chống ăn mòn.
Hạt tro bay có dạng hình cầu, mịn (đường kính trung bình 9-15μm) giúp cải thiện tính công tác của hỗn hợp bê tông nhờ “hiệu ứng ổ bi” (ball bearing effect), giảm lượng nước nhào trộn, tăng độ đặc, từ đó tăng cường độ và khả năng chống thấm. Về kinh tế và môi trường, việc sử dụng tro bay giúp giảm giá thành sản phẩm, giảm ô nhiễm môi trường từ tro nhiệt điện, góp phần vào mục tiêu phát triển bền vững.
Nghiên cứu này tập trung vào ảnh hưởng của hỗn hợp tro bay và silica fume đến tính chất cơ lý của bê tông ở các điều kiện dưỡng hộ khác nhau, với hàm lượng tro bay thay đổi từ 10-40% theo khối lượng chất kết dính (CKD) bao gồm xi măng, silica fume và tro bay.
Vật liệu chế tạo và phương pháp nghiên cứu
Vật liệu chế tạo
Nghiên cứu sử dụng:
- Xi măng Pooclăng Sông Gianh PC40.
- Silica fume (SF) của Elkem, hàm lượng SiO₂ 92.3%.
- Cát thạch anh với đường kính hạt trung bình khoảng 300 μm.
- Phụ gia siêu dẻo (PGSD) gốc polycarboxylate của BASF.
- Tro bay (FA) tuyển từ Phả Lại, hàm lượng các oxit (SiO₂ + Al₂O₃ + Fe₂O₃) là 84.2%.
Thành phần hạt của các vật liệu được xác định bằng phương pháp nhiễu xạ laze.
[ Hình ảnh: Thành phần hạt của vật liệu sử dụng trong nghiên cứu bê tông chất lượng siêu cao UHPCPhương pháp thực nghiệm
Tính công tác của hỗn hợp bê tông được xác định bằng thí nghiệm độ chảy của côn nhỏ (tiêu chuẩn Anh BS 4551-1:1998), điều chỉnh trong khoảng 210-230mm.
Do cường độ nén của UHPC rất cao, việc xác định theo tiêu chuẩn nén mẫu bê tông Việt Nam (TCVN 3118-1993) với mẫu 150x150x150 mm³ gặp khó khăn. Nghiên cứu sử dụng mẫu kích thước 50x50x50 mm³, dựa trên các nghiên cứu đã khẳng định ảnh hưởng của kích thước khuôn đến cường độ nén UHPC là không đáng kể.
Thiết kế thành phần và cấp phối bê tông cường độ siêu cao
Thiết kế thành phần hạt
Tối ưu hóa thành phần hạt là khâu then chốt. Dựa trên lý thuyết của De Larrard và Sedran, hệ số lèn chặt của hỗn hợp hạt được tính toán. Với hệ hỗn hợp cát – xi măng – FA-SF, SF được cố định 10% CKD, FA thay thế xi măng (0-40%). Tỷ lệ tối ưu giữa cát và chất kết dính (CKD) là 0.50, tương ứng 50% cát, 30% xi măng và 20% vật liệu kết dính khác (PGK).
 Hình ảnh: Quan hệ giữa độ lèn chặt và tỷ lệ vật liệu thành phần
Hình ảnh: Quan hệ giữa độ lèn chặt và tỷ lệ vật liệu thành phần
Cấp phối bê tông
Dựa trên kết quả tối ưu hóa thành phần hạt, đề tài xác định cấp phối bê tông sử dụng trong nghiên cứu, với tỷ lệ N/CKD cố định là 0.18 và Cát/CKD là 1. Hàm lượng PGSD được điều chỉnh để đạt độ chảy loang 210-230 mm.
Bảng 2.Cấp phối bê tông chất lượng siêu cao sử dụng trong nghiên cứu
| STT | Khối lượng CKD (kg/m³) | N/CKD (%) | Cát/CKD (%) | SF, % (CKD) | FA, % (CKD) | PGSD, % (CKD) |
|---|---|---|---|---|---|---|
| 1 | 1122 | 0.18 | 1 | 0 | 0 | 1.20 |
| 2 | 1105 | 0.18 | 1 | 10 | 0 | 1.00 |
| 3 | 1089 | 0.18 | 1 | 20 | 0 | 1.00 |
| 4 | 1073 | 0.18 | 1 | 30 | 0 | 1.20 |
| 5 | 1057 | 0.18 | 1 | 40 | 0 | 2.15 |
| 6 | 1110 | 0.18 | 1 | 0 | 10 | 1.00 |
| 7 | 1098 | 0.18 | 1 | 0 | 20 | 0.90 |
| 8 | 1086 | 0.18 | 1 | 0 | 30 | 0.85 |
| 9 | 1093 | 0.18 | 1 | 10 | 10 | 0.80 |
| 10 | 1081 | 0.18 | 1 | 10 | 20 | 0.70 |
| 11 | 1070 | 0.18 | 1 | 10 | 30 | 0.65 |
| 12 | 1059 | 0.18 | 1 | 10 | 40 | 0.60 |
Quy trình thí nghiệm
Sử dụng máy trộn Hobart dung tích 20 lít. Các mẫu bê tông sau khi đúc (kích thước 50x50x50 mm³) được dưỡng hộ ở điều kiện tiêu chuẩn (27±2°C, >95% RH) trong 24±3 giờ, sau đó chia làm hai nhóm:
- Tiếp tục dưỡng hộ trong điều kiện tiêu chuẩn.
- Dưỡng hộ 02 ngày ở điều kiện nhiệt ẩm (90±5°C), sau đó tiếp tục dưỡng hộ tiêu chuẩn.
Cường độ nén được xác định ở các tuổi 3, 7, 28 và 90 ngày.
 Hình ảnh: Quy trình trộn hỗn hợp bê tông
Hình ảnh: Quy trình trộn hỗn hợp bê tông
Kết quả và bàn luận
Tính công tác của hỗn hợp bê tông
Việc sử dụng SF thay thế xi măng 10-20% làm tăng tính công tác của hỗn hợp do hiệu ứng điền đầy của các hạt siêu mịn. Tuy nhiên, khi tăng hàm lượng SF lên 30-40%, cần lượng nước và phụ gia siêu dẻo lớn hơn để bù đắp tỷ diện cao của SF. Ngược lại, tro bay (FA) làm tăng độ chảy do hiệu ứng “ổ bi” của các hạt hình tròn.
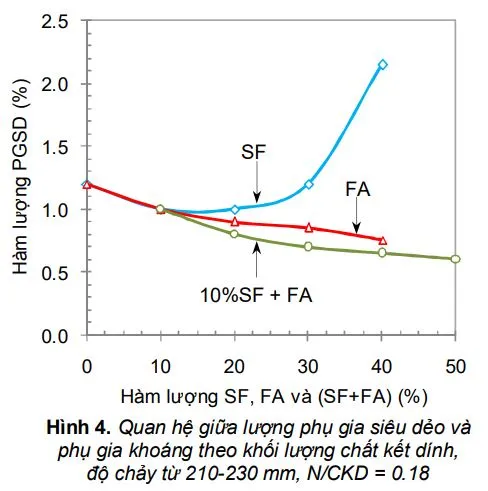 Hình ảnh: Ảnh hưởng của hàm lượng SF và FA đến lượng PGSD sử dụng
Hình ảnh: Ảnh hưởng của hàm lượng SF và FA đến lượng PGSD sử dụng
Ảnh hưởng của tro bay đến cường độ nén
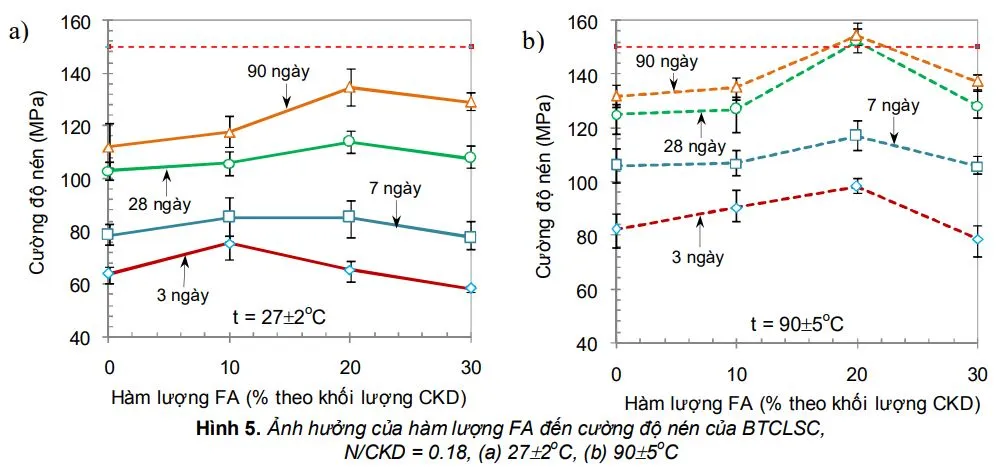
Sử dụng FA đến 30% không làm suy giảm cường độ nén ở tuổi 28 ngày. Cường độ nén cao nhất đạt được với 20% FA (114 MPa dưỡng hộ tiêu chuẩn, 153 MPa dưỡng hộ nhiệt ẩm). Tăng FA sau đó làm giảm cường độ.
 Hình ảnh: Ảnh hưởng của hàm lượng FA đến cường độ nén của BTCLSC ở tuổi 28 ngày
Hình ảnh: Ảnh hưởng của hàm lượng FA đến cường độ nén của BTCLSC ở tuổi 28 ngày
Ở điều kiện dưỡng hộ tiêu chuẩn, hàm lượng 10-20% FA cho thấy sự phát triển cường độ tốt ở tuổi muộn (90 ngày), có thể do nước trong hạt FA được cung cấp cho quá trình thủy hóa triệt để hơn. Với dưỡng hộ nhiệt ẩm, cường độ phát triển nhanh ban đầu nhưng chậm lại ở tuổi dài ngày.
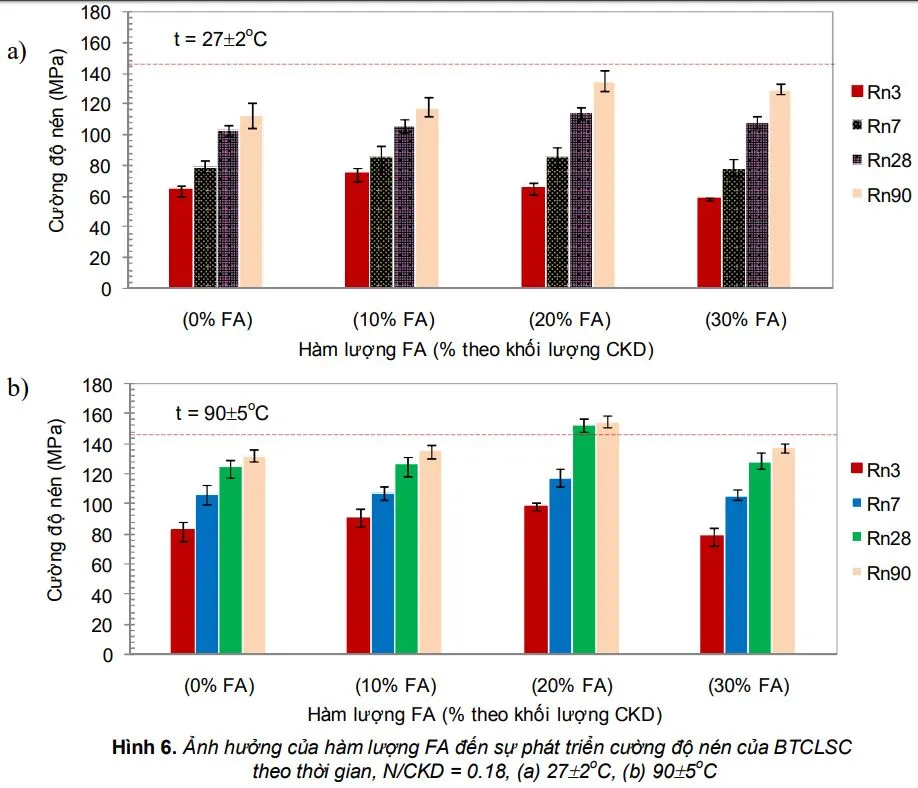 Hình ảnh: Ảnh hưởng của hàm lượng FA đến sự phát triển cường độ nén theo thời gian
Hình ảnh: Ảnh hưởng của hàm lượng FA đến sự phát triển cường độ nén theo thời gian
Ảnh hưởng của sự kết hợp SF và FA đến cường độ nén
Sự kết hợp SF (cố định 10%) và FA mang lại hiệu quả kép: giảm lượng PGSD sử dụng và tăng cường độ nén so với chỉ dùng FA. Cường độ nén lớn nhất đạt được với 20% FA (kết hợp 10% SF), cho ra 135 MPa (tiêu chuẩn) và 158 MPa (nhiệt ẩm) ở tuổi 28 ngày. Tổng lượng phụ gia khoáng có thể thay thế xi măng lên đến 40% mà vẫn đảm bảo cường độ > 150 MPa.
 Hình ảnh: Ảnh hưởng của hàm lượng (SF và FA) đến cường độ nén của BTCLSC ở tuổi 28 ngày
Hình ảnh: Ảnh hưởng của hàm lượng (SF và FA) đến cường độ nén của BTCLSC ở tuổi 28 ngày
Quy luật phát triển cường độ ở điều kiện tiêu chuẩn tương tự bê tông dùng phụ gia đơn lẻ (tăng dần theo thời gian). Với dưỡng hộ nhiệt ẩm, cường độ tăng nhanh ban đầu và chậm lại ở tuổi dài ngày.
Hình ảnh: Tốc độ phát triển cường độ nén ở các tuổi khác nhau và 2 chế độ dưỡng hộ
Đóng gói và Bảo quản
Sản phẩm UHPC thường được đóng gói dưới dạng bao 25 kg. Điều kiện bảo quản lý tưởng là nơi khô ráo, thoáng mát, tránh ánh nắng mặt trời. Thời hạn sử dụng thông thường là 1 năm.
[ Hình ảnh: Mẫu UHPC thử nghiệm kích thước 80x60x3 cm không sợi chịu lực 400kgKết Luận
Nghiên cứu đã chỉ ra rằng hoàn toàn có thể sử dụng tro bay tại Việt Nam để thay thế một phần xi măng trong sản xuất bê tông cường độ siêu cao. Việc này không chỉ cải thiện tính công tác của hỗn hợp mà còn mang lại hiệu quả kinh tế và môi trường.
- Với dưỡng hộ nhiệt ẩm, 20% FA thay thế xi măng là tối ưu, cho cường độ nén cao nhất 153 MPa.
- Khi sử dụng đơn lẻ SF, 10% SF là tối ưu, đạt cường độ 152 MPa (tiêu chuẩn) và 160 MPa (nhiệt ẩm). Lượng SF lớn nhất có thể sử dụng là 30% để đạt cường độ yêu cầu (>150 MPa).
- Sự kết hợp FA và SF làm tăng tính công tác, cho phép thay thế xi măng đến 40% mà cường độ UHPC vẫn đảm bảo (>150 MPa).
Những kết quả này mở ra tiềm năng lớn cho việc ứng dụng bê tông cường độ siêu cao tại Việt Nam, góp phần xây dựng các công trình bền vững và hiệu quả hơn.
Tài liệu tham khảo
1. AFGC-SETRA, Ultra High Performance Fibre-Reinforced Concretes. 2002, Paris, France: Interim Recmmendations, AFGC publication. 2. RICHARD, P. and M.H. CHEYREZY, “Reactive Powder concretes with high ductility and 200-800 MPa compressive strength” in Mehta, P.K. (ED). Concrete Technology: Past, Present and Future, Proceedings of the V. Mohan Malhotra Symposium, 1994: p. ACI SP 144-24, 507-518. Detroit: Victoria Wieczorek. 3. VOOA, Y.L. and S.J. FOSTERB, Characteristics of ultra-high performance ‘ductile’ concrete and its impact on sustainable construction. The IES Journal Part A: Civil & Structural Engineering, 2010. 3: p. 168-187. 4. MEHTA, P.K. and V. MALHOTRA, High performance, high volume fly ash concrete. 2008, ACCA. 5. Ramachandra, High-Volume Fly Ash and Slag concrete. Noyes, 1995: p. 800-837. 6. LONG, L.Đ., Nghiên cứu sử dụng tro nhiệt điện đốt than tầng sôi tuần hoàn có khử khí sufua (CFBC) của Nhà máy Nhiệt điện Cao Ngạn cho sản xuất vật liệu xây dựng. Báo cáo tổng kết đề tài khoa học và công nghệ, Viện Vật liệu Xây dựng, 2010. 7. AHLBOR, T.M., E. J.PEUSE, and D.L. MISSON, Ultra-High-Performance-Concrete for Michigan Bridges Material Performance – Phase I. 2008, Center for Structural Durability Michigan Technological University. p. 152. 8. LE, T.T., Ultra high performance fibre reinforced concrete paving flags. 2008, University of Liverpool: Liverpool. p. 374. 9. AHLBORN, T.M., et al., Strength and Durability Characterization of Ultra-High Performance Concrete Under Variable Curing Conditions. TRB Annual Meeting, 2011: p. 1-19. 10. KOLLMORGEN, G.A., Impact of Age and Size on the Mechanical Behavior of an Ultra-High Performance Concrete, in MS Thesis in Civil Engineering. 2004, Michigan Technological, University, Houghton, Michigan. 11. GRAYBEAL, B.A., Characterization of the Behavior of Ultra-High Performance Concrete, in PhD Dissertation. 2005, University of Maryland, College Park, Maryland. 12. LARRARD, F.D. and T. SEDRAN, Optimization of ultra-high-performance concrete by the use of a packing model. Cement and Concrete Research, 1994. 24(6): p. 997-1009. 13. DE LARRARD, F., Concrete mixture proportioning: A scientific approach. Modern Concrete Technology Series, E&FN SPON, London, 1999. 14. JONES, M., L. ZHENG, and M. NEWLANDS, Comparison of particle packing models for proportioning concrete constitutents for minimum voids ratio. Materials and Structures, 2002. 35(5): p. 301-309. 15. BACHE, H.H., Densified Cement-Based/Ultrafine Particles-Based Materials. Proceedings, Second International Conference on Superplasticizer in Concrete, Ottawa, 1981: p. 185-213. 16. C.HOLLAND, T., Silica Fume User’s Manual. Silica Fume Association, April 2005: p. 183. 17. TUAN, N.V., Rice Husk Ash as a Mineral Admixture for Ultra High Performance Concrete, in Faculty of Civil Engineering and Geociences, Delft University of Technology, the Netherlands. 2011. p. 165.
Ngày Cập Nhật 05/02/2026 by Minh Anh