Dung sai lắp ghép là yếu tố then chốt quyết định khả năng vận hành và tuổi thọ của cụm chi tiết máy. Bài viết này cung cấp bảng tra dung sai lắp ghép trục chuẩn xác theo hệ thống JIS, giúp kỹ sư tối ưu hóa sai số chế tạo, đạt độ chính xác kỹ thuật đo lường cao nhất trong lắp ghép bề mặt và dung sai cơ khí.
Hình 1: Tiêu chuẩn đường kẻ phân tách các hạng mục kỹ thuật trong thiết kế cơ khí.
Cơ Sở Khoa Học Của Dung Sai Và Lắp Ghép Trục
Trong gia công cơ khí, việc chế tạo hai chi tiết có kích thước tuyệt đối giống nhau là điều không thể. Dung sai chính là phạm vi sai số cho phép để đảm bảo tính đổi lẫn của chi tiết. Trị số dung sai được tính bằng hiệu số giữa kích thước giới hạn lớn nhất ($d{max}$) và kích thước giới hạn nhỏ nhất ($d{min}$). Khi tra cứu bảng tra dung sai lắp ghép trục, kỹ sư cần phân biệt rõ giữa sai lệch giới hạn trên (es) và sai lệch giới hạn dưới (ei) để xác định miền dung sai cụ thể.
Lắp ghép xảy ra khi hai chi tiết (trục và lỗ) phối hợp với nhau tại cùng một kích thước danh nghĩa. Độ hở hoặc độ dôi tạo thành sẽ quyết định đặc tính làm việc của bộ phận máy. Việc nắm vững bảng tra dung sai lắp ghép trục giúp loại bỏ các rủi ro về rung chấn, kẹt trục hoặc mài mòn quá mức trong quá trình vận hành thực tế.
 Minh họa đo lường dung saiHình 2: Kỹ sư sử dụng thiết bị đo panme để kiểm tra dung sai lắp ghép trục thực tế tại xưởng.
Minh họa đo lường dung saiHình 2: Kỹ sư sử dụng thiết bị đo panme để kiểm tra dung sai lắp ghép trục thực tế tại xưởng.
Phân Loại Hệ Thống Lắp Ghép Theo Tiêu Chuẩn JIS 2026
Tiêu chuẩn JIS B 0401 chia lắp ghép thành hai hệ thống chính: hệ thống lỗ (Hole-basis) và hệ thống trục (Shaft-basis). Hệ thống lỗ thường được ưu tiên sử dụng vì việc thay đổi kích thước trục bằng các công đoạn tiện, mài dễ dàng và kinh tế hơn so với việc thay đổi kích thước lỗ bằng dao doa hay chuốt chuyên dụng.
Khi đối chiếu bảng tra dung sai lắp ghép tổng thể và áp dụng dữ liệu từ bảng tra dung sai lắp ghép trục, chúng ta chia làm ba trạng thái lắp ghép cơ bản:
- Lắp lỏng (Clearance Fit): Luôn có độ hở giữa lỗ và trục, cho phép chuyển động tương đối. Ví dụ: ổ trượt, khớp nối xoay.
- Lắp chặt (Interference Fit): Kích thước trục lớn hơn lỗ, tạo độ dôi. Thường dùng kết nối cố định không dùng then, cần gia nhiệt hoặc ép thủy lực khi lắp.
- Lắp trung gian (Transition Fit): Có thể xuất hiện độ hở hoặc độ dôi tùy thuộc vào thực tế gia công. Dùng cho việc định tâm các chi tiết thường xuyên tháo lắp.
Chi Tiết Bảng Tra Dung Sai Lắp Ghép Trục Và Lỗ Chuẩn 2026
Dưới đây là các bảng trị số dung sai được trích lục từ tiêu chuẩn JIS B 0401-1:2016 và cập nhật điều chỉnh kỹ thuật cho năm 2026 (kỹ sư có thể tải trước định dạng bảng tra dung sai lắp ghép pdf để tiện đối chiếu thực tế tại xưởng). Các trị số được tính bằng đơn vị Micromet ($mu m$).
Thông số dung sai miền lỗ từ E7 đến H10
Miền lỗ E, F, G thường tạo ra lắp lỏng lớn, trong khi miền H là miền cơ sở cho hệ thống lỗ với sai lệch dưới bằng không. Việc đối chiếu với bảng tra dung sai lắp ghép trục quy định các cấp chính xác IT7 đến IT10 cho các yêu cầu máy móc thông thường và kết cấu thép.
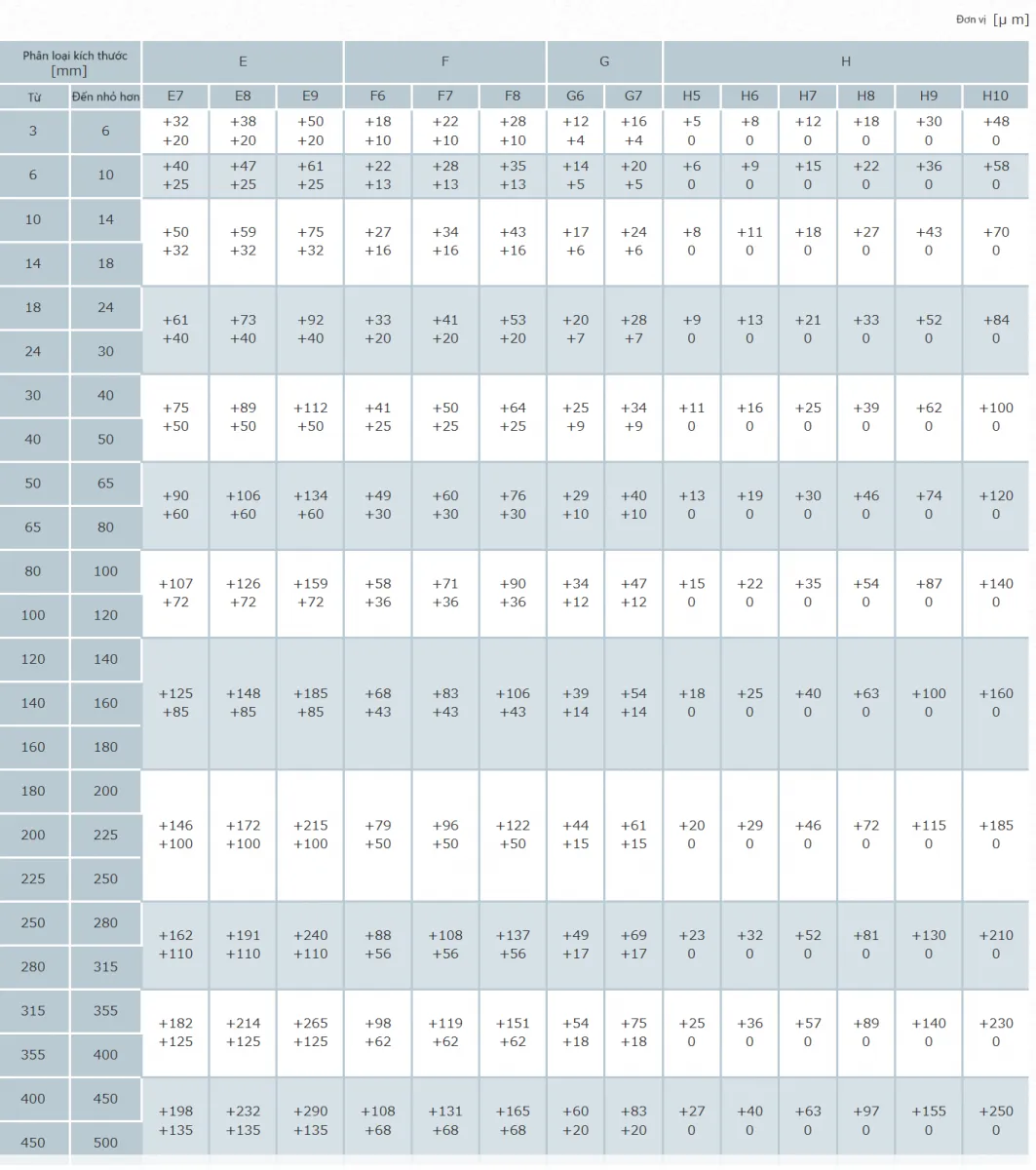 Bảng dung sai lỗ E7-H10Hình 3: Bảng giá trị dung sai tiêu chuẩn cho miền lỗ từ E7 đến H10 theo hệ thống JIS.
Bảng dung sai lỗ E7-H10Hình 3: Bảng giá trị dung sai tiêu chuẩn cho miền lỗ từ E7 đến H10 theo hệ thống JIS.
Thông số dung sai miền lỗ từ Js6 đến R7
Các miền Js, K, M, N là các miền lắp trung gian. Miền P và R bắt đầu chuyển sang lắp chặt. Tại đây, cấp chính xác IT6 và IT7 được ưu tiên cho các bề mặt lắp ghép quan trọng của máy công cụ và động cơ.
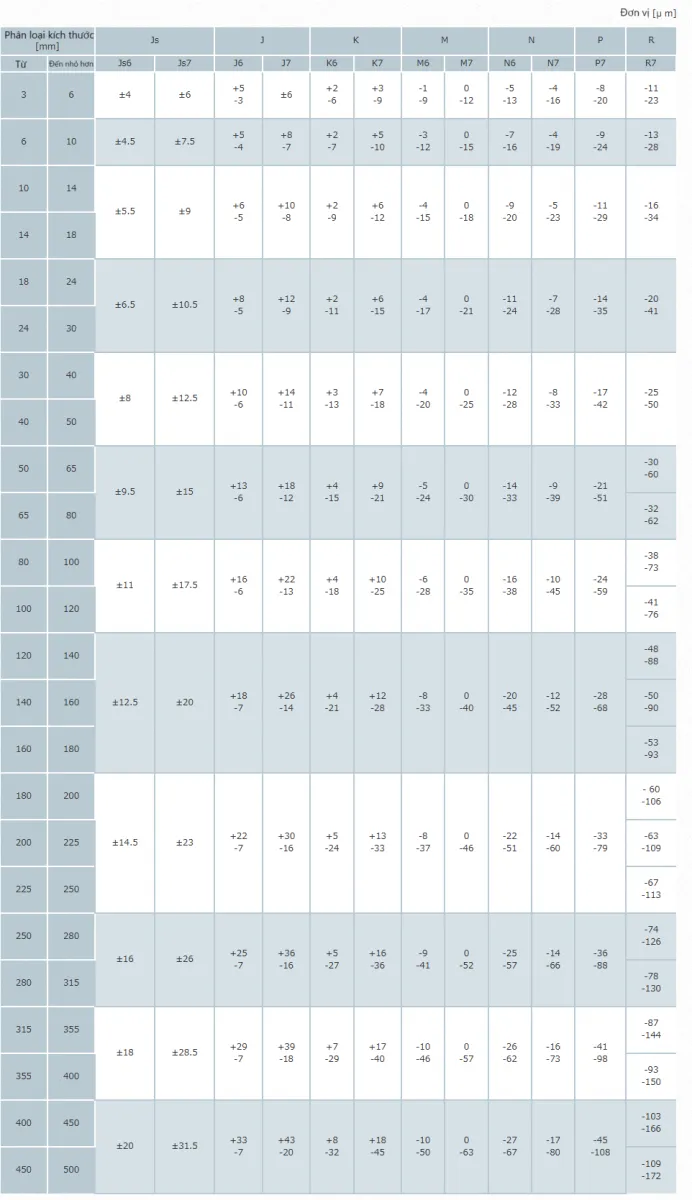 Bảng dung sai lỗ Js6-R7Hình 4: Dữ liệu dung sai miền lỗ Js6 đến R7 phục vụ lắp ghép trung gian và lắp chặt.
Bảng dung sai lỗ Js6-R7Hình 4: Dữ liệu dung sai miền lỗ Js6 đến R7 phục vụ lắp ghép trung gian và lắp chặt.
Thông số dung sai miền trục d8 đến h9
Đối với hệ thống trục dựa trên bảng tra dung sai lắp ghép trục để thiết kế, các miền d, e, f, g cung cấp các kiểu lắp lỏng khác nhau. Miền h9 là miền dung sai phổ biến cho các loại thép kéo nguội hoặc thép ống đúc không qua gia công tinh bề mặt quá sâu.
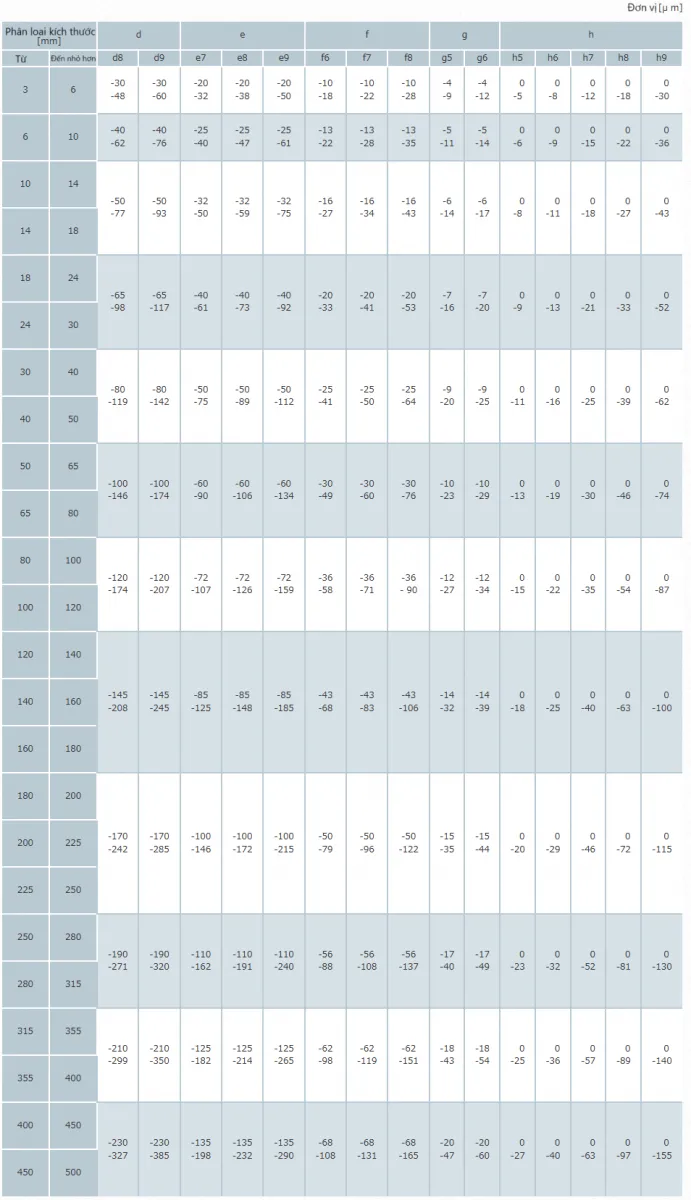 Bảng dung sai trục d8-h9Hình 5: Chi tiết bảng tra dung sai lắp ghép trục cho các miền sai lệch từ d8 đến h9.
Bảng dung sai trục d8-h9Hình 5: Chi tiết bảng tra dung sai lắp ghép trục cho các miền sai lệch từ d8 đến h9.
Thông số dung sai miền trục js8 đến r9
Phân khúc này bao gồm các miền trục phục vụ lắp ghép trung gian (js, k, m, n) và lắp dôi (p, r). Độ chính xác IT8 và IT9 thường áp dụng cho các chi tiết truyền động trung bình, không yêu cầu độ nhạy quá cao nhưng cần độ bền liên kết.
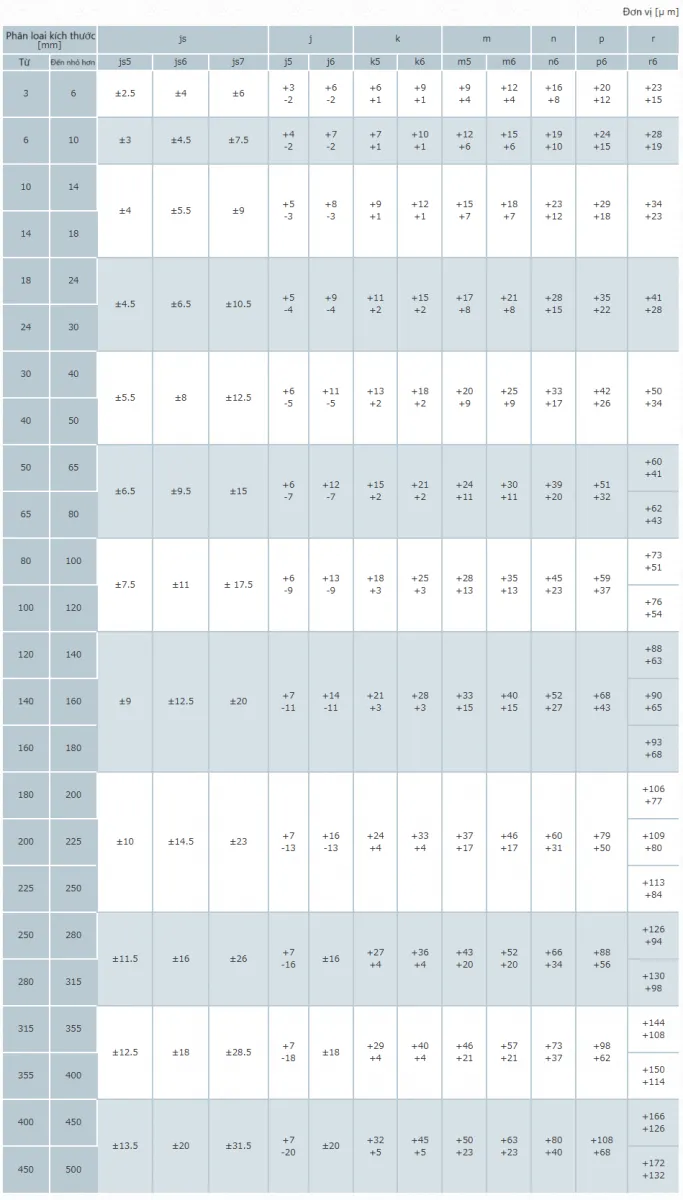 Bảng dung sai trục js8-r9Hình 6: Thông số kỹ thuật cho các miền trục từ js8 đến r9 theo cập nhật mới nhất.
Bảng dung sai trục js8-r9Hình 6: Thông số kỹ thuật cho các miền trục từ js8 đến r9 theo cập nhật mới nhất.
Kinh Nghiệm Lựa Chọn Miền Dung Sai Cho Vật Liệu Thép Ống
Với hơn 10 năm cung ứng vật tư tại Công Ty TNHH Thép Đại Phát Lộc, chúng tôi nhận thấy việc áp dụng bảng tra dung sai lắp ghép trục cho các dòng thép ống đúc nhập khẩu cần lưu ý đặc biệt đến ứng suất dư và độ biến dạng nhiệt.
Khi chế tạo các trục truyền động từ thép ống đúc:
- Lắp ổ lăn: Nên chọn miền k6 hoặc m6 cho trục để đảm bảo vòng trong ổ lăn không bị xoay tương đối với trục dưới tải trọng động.
- Lắp puly hoặc bánh răng: Miền h6 hoặc js6 là lựa chọn tối ưu để vừa đảm bảo độ định tâm, vừa thuận tiện cho bảo trì.
- Ảnh hưởng của vật liệu: Thép cacbon (ASTM A106/A53) có hệ số giãn nở nhiệt khác với thép không gỉ. Khi vận hành ở nhiệt độ trên 150°C, cần tăng độ hở so với bảng tiêu chuẩn khoảng 15-20% để tránh kẹt trục.
Lưu Ý Kỹ Thuật Khi Áp Dụng Bảng Tra Vào Sản Xuất Thực Tế
Đọc hiểu bảng tra dung sai lắp ghép trục là kỹ năng nền tảng, nhưng thực thi chính xác đòi hỏi sự am hiểu về phương pháp gia công. Cấp chính xác từ IT1 đến IT5 chỉ có thể đạt được qua các nguyên công mài tinh, đánh bóng hoặc siêu tinh xác. Cấp IT6 đến IT8 thường đạt được bằng tiện tinh hoặc phay chính xác.
⚠️ Lưu ý: Tuyệt đối không nhầm lẫn giữa dung sai kích thước và dung sai hình học (độ tròn, độ đồng tâm). Một trục có kích thước nằm trong bảng tra nhưng bị méo (độ tròn kém) vẫn sẽ gây hỏng hóc cụm lắp ghép.
Quy trình kiểm tra theo bảng tra dung sai lắp ghép trục nghiêm ngặt tại xưởng bao gồm việc ổn định nhiệt độ chi tiết ở 20°C trước khi đo. Điều này loại trừ sai số do dãn nở nhiệt, đặc biệt quan trọng với các chi tiết cơ khí chính xác lớn.
Việc nắm vững bảng tra dung sai lắp ghép trục giúp giảm thiểu phế phẩm và tối ưu hóa chi phí sản xuất cho doanh nghiệp. Hy vọng các thông số cập nhật 2026 trên sẽ là công cụ hữu ích cho quý khách hàng trong việc thiết kế và lựa chọn vật tư thép phù hợp tại Thép Đại Phát Lộc.
Bảng tra dung sai lắp ghép trục trích lục từ JIS B 0401-1:2016/ JIS B 0401-2:2016.
Ngày Cập Nhật 01/03/2026 by Minh Anh