Công nghệ mạ kẽm nhúng nóng là phương pháp chống ăn mòn hiệu quả nhất cho kim loại hiện nay, với tuổi thọ vượt trội lên đến 50-70 năm trong môi trường thông thường. Khác với mạ điện chỉ tạo lớp phủ mỏng 5-25 micron, mạ nhúng nóng hình thành lớp hợp kim kẽm-sắt dày 45-200 micron liên kết hóa học với bề mặt thép, chống bong tróc ngay cả khi bị va đập mạnh.
Bài viết phân tích chi tiết cơ chế phản ứng, quy trình 4 bước chuẩn công nghiệp, và các yếu tố quyết định chất lượng lớp mạ — giúp bạn đánh giá đúng năng lực nhà cung cấp và tối ưu chi phí bảo trì dài hạn.
Cơ Chế Hình Thành Lớp Hợp Kim Kẽm-Sắt
Khi thép được nhúng vào bể kẽm nóng chảy ở 445-465°C, xảy ra phản ứng khuếch tán giữa sắt (Fe) và kẽm (Zn) tạo thành 4 lớp hợp kim liên kết chặt chẽ theo thứ tự từ trong ra ngoài:
- Lớp Gamma (Γ): Fe₃Zn₁₀ — mỏng nhất, bám trực tiếp vào thép
- Lớp Delta (δ): FeZn₇ — chiếm 60-70% tổng độ dày
- Lớp Zeta (ζ): FeZn₁₃ — cứng, chống mài mòn tốt
- Lớp Eta (η): kẽm nguyên chất — bề mặt ngoài cùng, mềm, tự phục hồi vết xước nhỏ
Cấu trúc nhiều lớp này giải thích tại sao mạ nhúng nóng vượt trội: ngay cả khi lớp ngoài bị hư hại, các lớp hợp kim bên trong vẫn bảo vệ thép. Trong khi đó, mạ điện chỉ có lớp kẽm đơn thuần, dễ bong khi bị va đập.
 Hot Dip Galvanized Hai My Rack ProductsSản phẩm kệ công nghiệp sau mạ kẽm nhúng nóng với lớp phủ đồng đều, bề mặt nhẵn bóng đặc trưng
Hot Dip Galvanized Hai My Rack ProductsSản phẩm kệ công nghiệp sau mạ kẽm nhúng nóng với lớp phủ đồng đều, bề mặt nhẵn bóng đặc trưng
Quy Trình 4 Bước Chuẩn Công Nghiệp
Tiền Xử Lý Bề Mặt: Quyết Định 70% Chất Lượng
Bước này loại bỏ hoàn toàn gỉ sét, dầu mỡ, cặn bẩn — yếu tố gây bong tróc lớp mạ. Quy trình gồm 3 giai đoạn:
Khử dầu mỡ: Ngâm trong dung dịch kiềm nóng (NaOH 5-10%, 60-80°C, 10-15 phút) hoặc dung môi hữu cơ. Dầu bôi trơn từ gia công cơ khí nếu không loại sạch sẽ tạo vùng không mạ (bare spot).
Tẩy gỉ: Ngâm trong axit H₂SO₄ 10-15% hoặc HCl 10-12% ở nhiệt độ phòng trong 15-30 phút. Thời gian tùy thuộc độ dày lớp gỉ — thép để ngoài trời lâu cần ngâm lâu hơn. Dấu hiệu hoàn thành: bề mặt chuyển sang màu xám đồng nhất, không còn vết gỉ đỏ.
Rửa nước: Xả sạch axit bằng nước áp lực cao. Bỏ qua bước này khiến axit tồn dư phản ứng với kẽm nóng chảy, tạo bọt khí và lỗ rỗng trong lớp mạ.
Nhúng Trợ Dung: Tăng Độ Bám Gấp 3 Lần
Ngâm sản phẩm trong dung dịch NH₄Cl + ZnCl₂ (tỷ lệ 1:2) ở 60-80°C trong 2-3 phút. Lớp muối này đóng vai trò:
- Loại bỏ oxit sắt mỏng hình thành ngay sau tẩy gỉ
- Tạo màng bảo vệ chống oxi hóa khi di chuyển sản phẩm đến bể kẽm
- Làm sạch bề mặt kẽm nóng chảy, giúp thép tiếp xúc trực tiếp với kẽm nguyên chất
Sau đó sấy khô ở 100-120°C. Nếu nhúng khi còn ẩm, hơi nước bốc hơi đột ngột trong bể kẽm 450°C gây nổ bắn tóe kim loại nóng chảy — nguy hiểm chết người.
Mạ Kẽm Nhúng Nóng: Kiểm Soát 3 Biến Số Quan Trọng
Nhiệt độ bể kẽm: 445-465°C là vùng tối ưu. Dưới 445°C phản ứng chậm, lớp mạ mỏng không đều. Trên 465°C tạo lớp hợp kim quá dày, giòn, dễ nứt khi uốn cong.
Thời gian nhúng: 1.5-3 phút tùy độ dày thép. Thép dày 6mm cần 2.5-3 phút để nhiệt truyền đều, đảm bảo phản ứng hoàn toàn. Rút quá nhanh tạo lớp mạ mỏng, không đạt tiêu chuẩn.
Góc nhúng: Giữ sản phẩm nghiêng 15-30° để khí thoát dễ dàng. Nhúng thẳng đứng khiến khí bị giữ lại trong góc kín, tạo vùng không mạ.
Sau khi rút khỏi bể, để ráo kẽm thừa 10-15 giây. Một số nhà máy dùng dao gạt hoặc thổi khí nén để loại giọt kẽm đọng, tạo bề mặt nhẵn hơn.
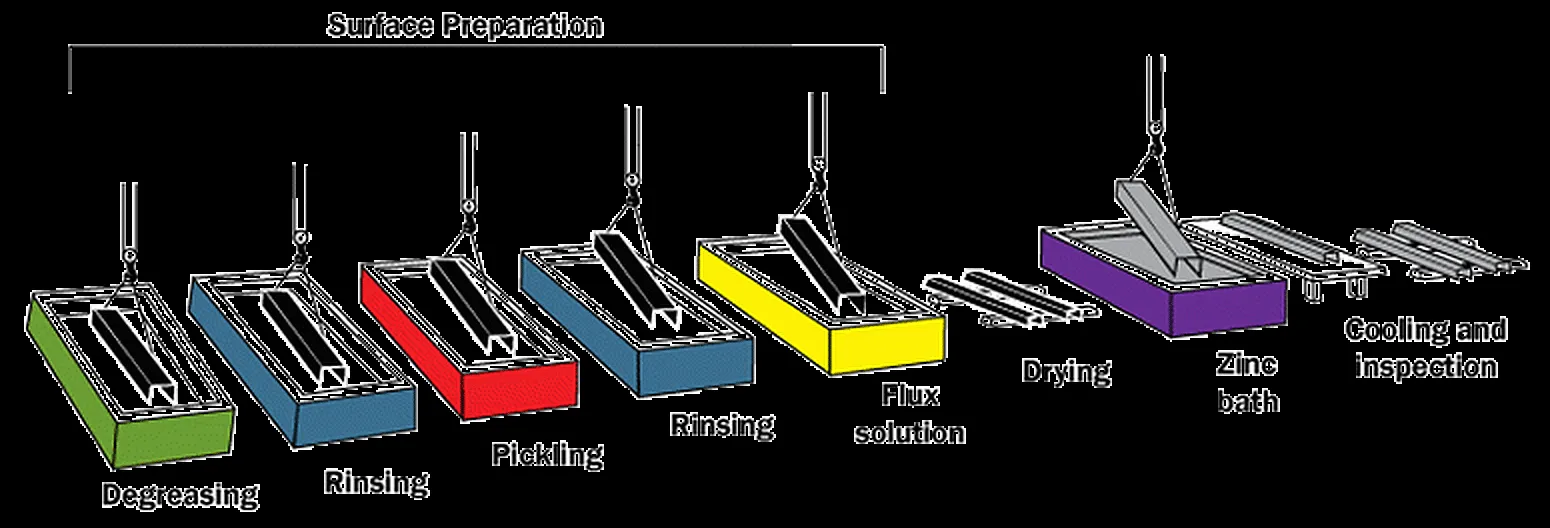 Hot Dip Galvanized ProcessQuy trình mạ kẽm nhúng nóng từ tiền xử lý đến thành phẩm, mỗi bước ảnh hưởng trực tiếp đến độ bền lớp mạ
Hot Dip Galvanized ProcessQuy trình mạ kẽm nhúng nóng từ tiền xử lý đến thành phẩm, mỗi bước ảnh hưởng trực tiếp đến độ bền lớp mạ
Xử Lý Sau Mạ: Tăng Tuổi Thọ Thêm 20-30%
Thụ động hóa: Ngâm trong dung dịch cromate (Na₂Cr₂O₇ 0.5-1%) trong 20-30 giây tạo lớp màng chuyển hóa CrO₃ mỏng. Lớp này:
- Giảm tốc độ ăn mòn trắng (white rust) trong 6 tháng đầu — giai đoạn lớp kẽm chưa hình thành lớp oxit bảo vệ tự nhiên
- Tăng độ bám sơn nếu cần sơn phủ thêm
- Cải thiện thẩm mỹ: bề mặt chuyển từ xám bạc sang xám ánh vàng đồng nhất
Làm nguội: Để tự nhiên nguội trong không khí hoặc ngâm nước. Tránh làm nguội đột ngột bằng nước lạnh gây co ngót không đều, nứt lớp mạ ở chi tiết dày.
Kiểm Tra Chất Lượng: 4 Tiêu Chí Bắt Buộc
Độ Dày Lớp Mạ
Đo bằng máy đo độ dày lớp phủ (coating thickness gauge) theo tiêu chuẩn ASTM A123/A123M:
- Thép < 3mm: tối thiểu 45 micron
- Thép 3-6mm: tối thiểu 55 micron
- Thép > 6mm: tối thiểu 70 micron
Đo ít nhất 5 điểm trên mỗi bề mặt, lấy trung bình. Độ lệch giữa các điểm không quá 15% cho thấy quy trình ổn định.
Độ Bám Dính
Thử uốn: Uốn mẫu 180° quanh trục có đường kính gấp 3 lần độ dày thép. Lớp mạ đạt yêu cầu nếu không bong tróc, chỉ xuất hiện vết nứt nhỏ ở mép uốn.
Thử va đập: Thả búa 500g từ độ cao 1m xuống bề mặt mạ. Không được xuất hiện vết bong rộng > 2mm.
Độ Đồng Đều Bề Mặt
Quan sát bằng mắt thường dưới ánh sáng tự nhiên:
- Màu sắc: xám bạc đồng nhất hoặc có hoa văn kết tinh đều (spangle pattern)
- Không có vết nhám, sần sùi, lỗ rỗng, vết chảy kẽm dày
- Góc, mép, mối hàn được phủ đầy đủ
Vết sần sùi cục bộ thường do tẩy gỉ không sạch. Vùng không mạ ở góc kín do khí không thoát được khi nhúng.
Khả Năng Chống Ăn Mòn
Thử buồng muối phun sương (salt spray test) theo ASTM B117: Phun dung dịch NaCl 5% liên tục ở 35°C. Lớp mạ đạt chuẩn chịu được tối thiểu 720 giờ (30 ngày) mới xuất hiện gỉ đỏ trên bề mặt thép.
Trong thực tế, 720 giờ trong buồng muối tương đương 5-7 năm ngoài môi trường ven biển hoặc 15-20 năm trong môi trường nội địa.
 Dịch vụ mạ kẽm nhúng nóng công ty Hai MyKệ chứa hàng công nghiệp sau kiểm tra chất lượng, sẵn sàng đóng gói giao hàng với lớp mạ đạt tiêu chuẩn ASTM
Dịch vụ mạ kẽm nhúng nóng công ty Hai MyKệ chứa hàng công nghiệp sau kiểm tra chất lượng, sẵn sàng đóng gói giao hàng với lớp mạ đạt tiêu chuẩn ASTM
So Sánh Chi Phí Vòng Đời: Mạ Nhúng Nóng vs. Các Phương Án Khác
| Phương án | Chi phí ban đầu | Bảo trì 20 năm | Tổng chi phí | Tuổi thọ thực tế |
|---|---|---|---|---|
| Mạ kẽm nhúng nóng | 100% | 0% (không cần) | 100% | 50-70 năm |
| Mạ điện | 60% | 180% (sơn lại 3 lần) | 240% | 10-15 năm |
| Sơn epoxy | 70% | 150% (sơn lại 2 lần) | 220% | 12-18 năm |
| Thép đen không xử lý | 40% | 300% (thay thế 1 lần) | 340% | 5-8 năm |
Tính toán dựa trên kết cấu thép ngoài trời, môi trường ven biển, diện tích 100m². Nguồn: Nghiên cứu so sánh chi phí vòng đời của American Galvanizers Association (2024).
Mạ nhúng nóng có chi phí ban đầu cao nhất nhưng tổng chi phí sở hữu thấp nhất do không cần bảo trì. Với dự án hạ tầng dài hạn (cột điện, lan can cầu, khung nhà xưởng), đây là lựa chọn kinh tế nhất.
7 Ngành Công Nghiệp Ứng Dụng Chính
Xây dựng hạ tầng: Cốt thép cầu, cột điện cao thế, trụ biển báo giao thông. Lớp mạ chịu được môi trường khắc nghiệt, giảm chi phí bảo trì đường bộ.
Năng lượng tái tạo: Khung giá đỡ tấm pin mặt trời, tháp turbine gió. Tuổi thọ 50 năm phù hợp với vòng đời dự án năng lượng.
Công nghiệp ô tô: Khung gầm xe tải, thanh giằng, ốc vít. Chống ăn mòn do muối rắc đường mùa đông.
Logistics & kho bãi: Kệ chứa hàng công nghiệp, pallet kim loại, container. Chịu được va đập mạnh trong quá trình vận chuyển.
Nông nghiệp: Cột trụ nhà kính, hệ thống tưới, chuồng trại chăn nuôi. Chống ăn mòn do phân bón, chất thải hữu cơ.
Viễn thông: Cột ăng-ten, thang cáp, tủ thiết bị ngoài trời. Đảm bảo kết nối ổn định trong mọi điều kiện thời tiết.
Công nghiệp hóa chất: Khung giá đỡ đường ống, thang leo, sàn grating. Chống ăn mòn hóa chất nhẹ đến trung bình.
Lựa Chọn Nhà Cung Cấp: 5 Câu Hỏi Quan Trọng
-
Kích thước bể kẽm: Bể dài 12m x rộng 1.5m x sâu 2.5m xử lý được hầu hết kết cấu thông thường. Bể nhỏ hơn buộc phải hàn nối, tạo điểm yếu.
-
Hệ thống kiểm soát nhiệt độ: Sai lệch ±5°C ảnh hưởng lớn đến chất lượng. Hỏi về loại cảm biến nhiệt và tần suất hiệu chuẩn.
-
Quy trình tiền xử lý: Có bao nhiêu bể tẩy rửa? Có hệ thống lọc tuần hoàn dung dịch không? Nhiều bể và lọc liên tục cho chất lượng ổn định hơn.
-
Chứng nhận chất lượng: ISO 9001 là cơ bản. Tốt hơn nếu có chứng nhận từ hiệp hội mạ kẽm quốc tế (AGA, EGGA).
-
Kinh nghiệm dự án tương tự: Yêu cầu xem hồ sơ dự án đã thực hiện, đặc biệt các dự án trong môi trường tương tự (ven biển, công nghiệp, nông nghiệp).
Bảo Quản & Vận Chuyển Sản Phẩm Sau Mạ
Trong 48 giờ đầu: Tránh tiếp xúc nước mưa, sương mù. Lớp mạ mới chưa hình thành lớp oxit bảo vệ, dễ bị ăn mòn trắng (white rust) — vết ố trắng xám trên bề mặt.
Xếp chồng: Đệm miếng gỗ hoặc cao su giữa các lớp, tránh trầy xước. Không xếp quá 5 tầng để tránh biến dạng chi tiết mỏng.
Vận chuyển đường biển: Bọc nilon chống ẩm, cho túi hút ẩm silica gel vào container. Môi trường container kín, độ ẩm cao dễ gây ăn mòn trắng.
Bảo quản dài hạn: Nơi khô ráo, thoáng khí. Nếu xuất hiện ăn mòn trắng nhẹ, chà nhẹ bằng bàn chải mềm và nước, để khô tự nhiên. Lớp oxit kẽm sẽ tự hình thành lại sau 3-6 tháng.
Công nghệ mạ kẽm nhúng nóng mang lại giải pháp chống ăn mòn bền vững với chi phí vòng đời thấp nhất. Hiểu rõ quy trình 4 bước và tiêu chí kiểm tra chất lượng giúp bạn lựa chọn đúng nhà cung cấp, tránh rủi ro sản phẩm kém chất lượng phải thay thế sớm. Với tuổi thọ 50-70 năm, đây là khoản đầu tư xứng đáng cho mọi dự án hạ tầng và công nghiệp dài hạn.
Ngày Cập Nhật 07/03/2026 by Minh Anh