Trong lĩnh vực luyện kim và xây dựng hạ tầng hiện đại, việc kiểm soát sụt giảm chất lượng do ăn mòn là ưu tiên hàng đầu để đảm bảo an toàn công trình. Vậy công nghệ mạ kẽm nhúng nóng là gì mà lại được xem là “lớp giáp vàng” bảo vệ các kết cấu thép khỏi sự tàn phá của độ ẩm và muối biển? Bài viết này sẽ phân tích chuyên sâu về cơ chế hợp kim hóa, quy trình vận hành nghiêm ngặt và những biến số kỹ thuật quyết định độ bền của sản phẩm thép mạ kẽm trong điều kiện khắc nghiệt.

Định nghĩa chuyên sâu về mạ kẽm nhúng nóng là gì
Về mặt kỹ thuật, mạ kẽm nhúng nóng là gì: Đây là quá trình tạo ra một lớp phủ bảo vệ bằng kẽm lên bề mặt sắt hoặc thép thông qua việc nhúng vật liệu vào bể kẽm nóng chảy ở nhiệt độ cao. Khác biệt hoàn toàn với sơn phủ thông thường hay mạ điện phân (chỉ bám dính cơ học), mạ kẽm nhúng nóng tạo ra một liên kết luyện kim giữa kẽm và thép gốc.
Trong quá trình này, kẽm không chỉ bao phủ bên ngoài mà còn phản ứng với các nguyên tử sắt để hình thành một loạt các lớp hợp kim sắt-kẽm (Zeta, Delta, Gamma) có độ cứng cực cao, kết thúc bằng một lớp kẽm nguyên chất (Eta) ở bề mặt ngoài cùng. Chính cấu trúc phân lớp này giúp thép có khả năng chống va đập và chịu mài mòn vượt trội so với các phương pháp xi mạ khác.
Lịch sử và sự tiến hóa của công nghệ tráng kẽm
Ý tưởng về mạ kẽm nhúng nóng là gì đã nhen nhóm từ năm 1742 qua các thực nghiệm của nhà hóa học P.J. Melouin. Tuy nhiên, cột mốc thực sự đến vào năm 1836 khi Stanislas Sorel (Pháp) nhận bằng sáng chế cho quy trình làm sạch thép bằng axit sulfuric trước khi nhúng kẽm. Bước đi này đã thay đổi hoàn toàn độ bám dính của lớp mạ, đặt nền móng cho ngành công nghiệp bảo vệ kim loại hiện đại.
Đến năm 2026, theo thống kê từ Hiệp hội Mạ kẽm Hoa Kỳ (AGA), lượng kẽm tiêu thụ cho mục đích nhúng nóng đã đạt ngưỡng kỷ lục, khẳng định vị thế độc tôn của phương pháp này. Tại Việt Nam, các công trình trọng điểm như cầu vượt biển, hệ thống truyền tải điện cao thế hay giàn khoan dầu khí đều ưu tiên sử dụng thép nhúng nóng để đối phó với khí hậu nhiệt đới ẩm đặc thù.
 phương pháp mạ kẽm nhúng nóng
phương pháp mạ kẽm nhúng nóng
Quy trình kỹ thuật tiêu chuẩn theo ASTM A123/A123M
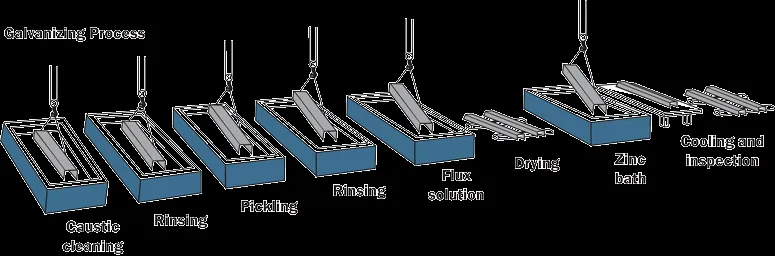
Một quy trình mạ đạt chuẩn High-Quality năm 2026 không chỉ dừng lại ở việc nhung-rút, mà phải kiểm soát chặt chẽ 4 giai đoạn cốt lõi:
Tiền xử lý bề mặt (Surface Preparation)
Đây là giai đoạn quyết định 90% chất lượng lớp mạ. Kẽm sẽ không phản ứng với thép nếu bề mặt còn dính tạp chất.
- Tẩy dầu mỡ: Sử dụng dung dịch kiềm nóng để loại bỏ dầu gia công và bụi bẩn.
- Tẩy rỉ (Pickling): Ngâm trong axit hydrochloric (HCl) để loại bỏ oxit sắt và vảy cán thép.
- Rửa nước: Loại bỏ hoàn toàn dư lượng axit.
- Trợ dung (Fluxing): Nhúng vào hỗn hợp kẽm amoni clorua để ngăn chặn oxy hóa bề mặt trước khi vào bể kẽm và thúc đẩy quá trình liên kết kẽm-thép.
Giai đoạn nhúng kẽm nóng chảy (Galvanizing)
Vật liệu được nhúng hoàn toàn vào bể kẽm đạt độ tinh khiết tối thiểu 98% ở nhiệt độ lý tưởng từ 445°C đến 455°C.
- Cơ chế: Khi thép đạt đến nhiệt độ bể mạ, phản ứng khuếch tán giữa sắt và kẽm xảy ra.
- Lưu ý kỹ thuật: Tốc độ nhúng và rút vật liệu phải được tính toán dựa trên hình dáng cấu kiện để tránh hiện tượng “đọng kẽm” hoặc lớp mạ không đều. Đối với các chi tiết rỗng, việc bố trí lỗ thoát khí và thoát kẽm là bắt buộc để tránh nổ bể mạ hoặc kẹt kẽm bên trong.
Xử lý sau mạ và kiểm tra chất lượng
Sau khi lấy ra khỏi bể, sản phẩm thường được nhúng vào dung dịch Cromate để tạo lớp màng thụ động, ngăn chặn hiện tượng “rỉ trắng” (white rust) trong giai đoạn đầu. Quá trình kiểm tra cuối cùng phải đạt các tiêu chí:
- Độ dày lớp mạ: Đo bằng thiết bị từ tính (thường đạt từ 65μm đến hơn 100μm tùy độ dày thép gốc).
- Độ bám dính: Kiểm tra bằng phương pháp vạch khía hoặc búa đập tiêu chuẩn.
- Tính thẩm mỹ: Bề mặt phải bóng đều hoặc có vân hoa kẽm đặc trưng, không có gai kẽm sắc nhọn.
 quy trình mạ kẽm nhúng nóng
quy trình mạ kẽm nhúng nóng
Phân tích ưu thế và giới hạn thực tế của mạ nhúng nóng
| Tiêu chí | Mạ kẽm nhúng nóng | Mạ kẽm điện phân |
|---|---|---|
| Độ bền môi trường | 30 – 50 năm (C5-M biển) | 2 – 5 năm (trong nhà) |
| Độ dày lớp mạ | Rất dày (65-100+ μm) | Mỏng (5-15 μm) |
| Cơ chế bảo vệ | Bảo vệ hàng rào + Bảo vệ điện hóa | Chủ yếu bảo vệ hàng rào |
| Khả năng bao phủ | Bảo vệ cả mặt trong đường ống | Chỉ bảo vệ mặt ngoài |
Ưu điểm vượt trội: Khả năng “tự chữa lành”. Nếu lớp mạ bị trầy xước nhỏ, kẽm xung quanh sẽ hy sinh (anode hy sinh) để bảo vệ thép gốc, ngăn hiện tượng rỉ sét lan rộng.
Hạn chế cần lưu ý: Do nhiệt độ bể mạ cao, các chi tiết có độ chính xác cực cao hoặc ren mịn có thể bị ảnh hưởng. Các loại bulông, ty ren dưới M10 thường không ưu tiên nhúng nóng vì kẽm sẽ lấp đầy khe ren, trừ khi được xử lý ly tâm tốc độ cao ngay sau khi mạ.
Ứng dụng thực tiễn trong hạ tầng năm 2026
Phương pháp này không chỉ dành cho thép hình (H, U, I, V) mà còn là tiêu chuẩn bắt buộc cho các hệ thống trụ đèn chiếu sáng, lan can đường cao tốc và đặc biệt là các kết cấu trong nhà máy hóa chất. Trong bối cảnh phát triển bền vững, mạ kẽm nhúng nóng được đánh giá cao vì kẽm là vật liệu có thể tái chế 100%, và tuổi thọ kéo dài của công trình giúp giảm thiểu chi phí bảo trì và thay thế vật liệu trong dài hạn.
 cột đèn đường được mạ kẽm bằng phương pháp mạ kẽm nhúng nóng
cột đèn đường được mạ kẽm bằng phương pháp mạ kẽm nhúng nóng
Hiểu rõ mạ kẽm nhúng nóng là gì giúp các chủ đầu tư và kỹ sư đưa ra quyết định chính xác về bài toán chi phí và tuổi thọ công trình. Đây không đơn thuần là một lớp sơn màu bạc, mà là một quy trình hợp kim hóa phức tạp mang lại giá trị gia tăng bền bỉ cho ngành thép xây dựng. Để đảm bảo chất lượng, người dùng nên ưu tiên các đơn vị gia công tuân thủ tiêu chuẩn ISO 1461 hoặc ASTM A123 để có được lớp mạ đạt chuẩn bảo vệ tốt nhất.
Ngày Cập Nhật 01/03/2026 by Minh Anh