Trong ngành gia công cơ khí và xây dựng, kiểm tra vật liệu đầu vào quyết định trực tiếp chất lượng sản phẩm cuối cùng. Một quy trình kiểm tra chặt chẽ giúp phát hiện sớm khuyết tật, tránh lãng phí nguyên liệu và đảm bảo tiến độ sản xuất. Bài viết này phân tích chi tiết từng bước kiểm tra — từ xác minh nguồn gốc, đánh giá đặc tính cơ lý, đến quyết định chấp nhận hay loại bỏ nguyên liệu.
Xác minh nguồn gốc và thông số kỹ thuật ban đầu
Trước khi tiến hành bất kỳ phép đo nào, cần đối chiếu chứng từ giao hàng với yêu cầu đặt mua. Kiểm tra hóa đơn, phiếu xuất kho và Certificate of Analysis (CoA) từ nhà cung cấp để xác nhận loại vật liệu, grade thép (ví dụ: SS400, S45C, SUS304), kích thước danh nghĩa và tiêu chuẩn áp dụng (ASTM, JIS, DIN).
Đặc biệt chú ý đến mã lô sản xuất (heat number) — thông tin này cho phép truy xuất nguồn gốc khi phát hiện lỗi sau này. Với thép hợp kim hoặc inox, CoA phải ghi rõ thành phần hóa học thực tế (C, Mn, Si, Cr, Ni…) và kết quả thử cơ tính từ nhà máy thép.
Nếu thông tin trên giấy tờ không khớp với đơn hàng — ví dụ grade thép khác, độ dày sai lệch — dừng ngay và yêu cầu làm rõ trước khi kiểm tra vật lý.
Đánh giá ngoại quan và tính toàn vẹn bề mặt
Kiểm tra trực quan là bước đầu tiên phát hiện khuyết tật hiển nhiên. Sử dụng ánh sáng đủ mạnh, quan sát toàn bộ bề mặt tìm vết nứt, rỗ khí, vảy gỉ dày, vết trầy sâu hoặc biến dạng cục bộ. Với thép tấm, kiểm tra cả hai mặt và các cạnh cắt.
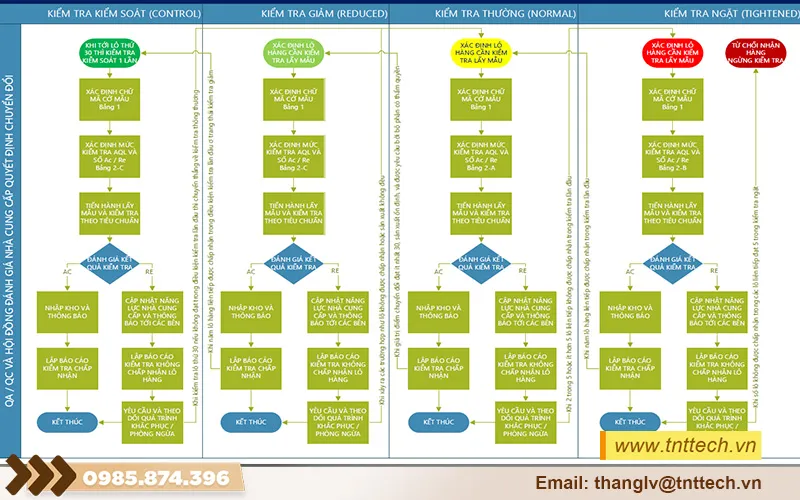 Quy trình kiểm tra chất lượng đầu vào tại TNTTechQuy trình kiểm tra chất lượng nguyên liệu thép tại xưởng gia công cơ khí
Quy trình kiểm tra chất lượng đầu vào tại TNTTechQuy trình kiểm tra chất lượng nguyên liệu thép tại xưởng gia công cơ khí
Đo kích thước thực tế bằng thước kẹp (caliper) hoặc panme (micrometer) tại ít nhất 3 vị trí khác nhau trên mỗi tấm/thanh. So sánh với dung sai cho phép — thép cán nóng thường có dung sai rộng hơn thép cán nguội. Ví dụ, tấm thép dày 10mm theo JIS G3101 có dung sai ±0.4mm, nhưng thực tế nhà máy thường giao hàng trong khoảng +0.2/-0.3mm.
Kiểm tra độ phẳng bằng thước thẳng hoặc bàn chuẩn. Tấm thép bị cong vênh quá 3mm/m sẽ gây khó khăn khi gia công CNC hoặc hàn. Với thép hình (I, H, U), kiểm tra độ vuông góc giữa các cạnh bằng eke.
Vết hàn sửa chữa trên bề mặt — nếu có — cần được ghi nhận. Một số nhà máy thép hàn vá khuyết tật nhỏ trước khi xuất hàng, nhưng vùng này có cấu trúc kim loại khác biệt và có thể ảnh hưởng đến gia công sau.
Phân tích thành phần hóa học
Đối với thép hợp kim, inox, nhôm hợp kim, việc xác minh thành phần hóa học là bắt buộc. Phương pháp phổ biến nhất là quang phổ phát xạ quang học (OES) hoặc hu形光谱仪 XRF cầm tay — cho kết quả trong vài giây, độ chính xác ±0.02% cho các nguyên tố chính.
Ví dụ thực tế: Một lô inox SUS304 nhập khẩu có CoA ghi Cr=18.2%, Ni=8.1%. Khi đo bằng XRF tại kho, phát hiện Ni chỉ 7.8% — thấp hơn tiêu chuẩn JIS G4305 (8.0-10.5%). Dù chênh lệch nhỏ, nhưng với ứng dụng chịu ăn mòn biển, sự thiếu hụt này có thể gây gỉ sớm. Lô hàng bị trả lại.
Lưu ý: XRF cầm tay không đo chính xác được Carbon (C) — nguyên tố quyết định độ cứng thép. Nếu nghi ngờ, cần gửi mẫu đến phòng lab phân tích bằng phương pháp đốt cháy (combustion analysis).
Thử nghiệm cơ tính
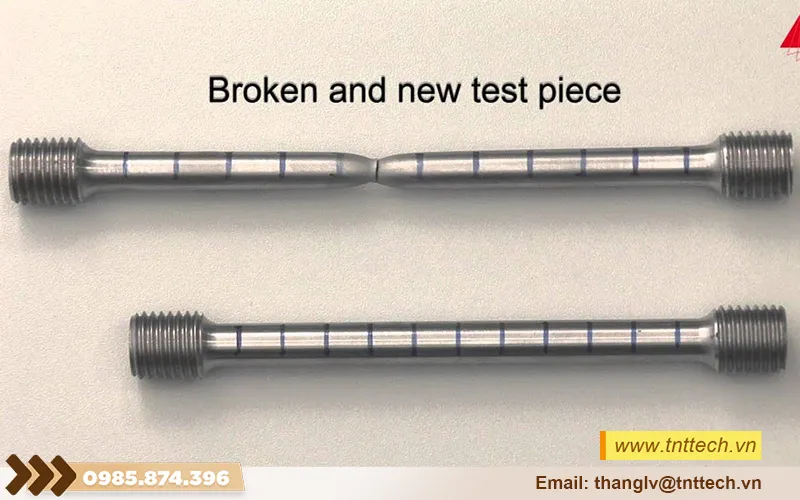 Kiểm tra độ bền kéo của vật liệuMáy thử kéo đo độ bền và độ giãn dài của mẫu thép
Kiểm tra độ bền kéo của vật liệuMáy thử kéo đo độ bền và độ giãn dài của mẫu thép
Độ cứng là chỉ tiêu dễ đo nhất, phản ánh khả năng chống mài mòn và độ bền. Sử dụng máy đo độ cứng Rockwell (HRC, HRB) hoặc Brinell (HB) tùy loại vật liệu. Thép kết cấu S45C sau nhiệt luyện thường đạt HRC 40-45; nếu đo được HRC 35, có thể quá trình tôi không đạt.
Đo tại ít nhất 5 điểm, loại bỏ giá trị cao nhất và thấp nhất, lấy trung bình 3 giá trị còn lại. Tránh đo quá gần mép (cách mép tối thiểu 2.5 lần đường kính vết lõm) hoặc đo trên bề mặt gỉ, sơn.
Thử kéo (tensile test) cần thiết khi vật liệu chịu tải trọng động hoặc ứng dụng quan trọng. Cắt mẫu theo tiêu chuẩn (ví dụ JIS Z2241), gia công đầu kẹp, sau đó kéo trên máy thử vạn năng. Kết quả cung cấp:
- Giới hạn chảy (Yield Strength) — ứng suất bắt đầu biến dạng dẻo
- Độ bền kéo (Tensile Strength) — ứng suất tối đa trước khi đứt
- Độ giãn dài (Elongation) — khả năng biến dạng trước khi gãy
Thép SS400 theo JIS phải đạt tối thiểu 400 MPa độ bền kéo và 21% độ giãn dài. Nếu mẫu thử đạt 380 MPa, vật liệu không đạt tiêu chuẩn dù chênh lệch chỉ 5%.
Độ dẻo dai (impact toughness) quan trọng với kết cấu chịu va đập hoặc làm việc ở nhiệt độ thấp. Thử Charpy V-notch đo năng lượng hấp thụ khi gãy mẫu có rãnh chữ V. Thép kết cấu tốt thường đạt >27J ở nhiệt độ phòng.
Kiểm tra độ chính xác hình học
Sai lệch hình dạng gây lãng phí thời gian gia công và tăng tỷ lệ phế phẩm. Các thông số cần kiểm tra:
Độ phẳng: Đặt tấm thép lên bàn chuẩn (surface plate), dùng đồng hồ so (dial indicator) quét toàn bộ bề mặt. Độ phẳng cho phép thường ≤2mm/m đối với thép kết cấu, ≤0.5mm/m đối với thép gia công chính xác.
Độ thẳng: Với thanh thép dài, kiểm tra bằng dây căng hoặc laser alignment. Thanh I-beam dài 6m bị cong 10mm sẽ gây khó khăn khi lắp ráp khung kết cấu.
Độ vuông góc: Dùng eke hoặc máy đo tọa độ (CMM) kiểm tra góc giữa các cạnh. Sai lệch >0.5° có thể gây lệch tâm khi gia công trên máy phay.
 Kiểm tra sản phẩm bằng PanmeSử dụng panme đo chính xác độ dày tấm thép
Kiểm tra sản phẩm bằng PanmeSử dụng panme đo chính xác độ dày tấm thép
Đánh giá khả năng gia công
Vật liệu đạt tiêu chuẩn trên giấy chưa chắc dễ gia công. Thử nghiệm thực tế giúp phát hiện vấn đề trước khi đưa vào sản xuất hàng loạt.
Thử cắt: Cắt mẫu bằng máy cưa hoặc máy cắt plasma, quan sát bề mặt cắt. Nếu xuất hiện vết nứt, bong tróc, hoặc cạnh cắt quá nhám, có thể vật liệu có tạp chất hoặc cấu trúc không đồng nhất.
Thử khoan: Khoan lỗ thử với tốc độ và mũi khoan tiêu chuẩn. Nếu mũi khoan nhanh mòn, phoi dính nhiều, hoặc lỗ khoan bị ovan, cần điều chỉnh thông số cắt hoặc xem xét thay vật liệu.
Thử hàn: Với thép kết cấu, hàn mẫu thử bằng quy trình dự kiến sử dụng (SMAW, GMAW, FCAW…). Kiểm tra mối hàn bằng mắt thường, sau đó cắt mẫu kim tương để quan sát cấu trúc bên trong. Mối hàn tốt phải không có rỗ khí, xỉ hàn, nứt nóng.
Thép có hàm lượng Carbon cao (>0.3%) hoặc các nguyên tố hợp kim nhiều (Cr, Mo) dễ bị nứt vùng ảnh hưởng nhiệt (HAZ). Cần gia nhiệt trước hoặc sử dụng que hàn đặc biệt.
Lưu trữ hồ sơ và truy xuất nguồn gốc
Mỗi lô nguyên liệu cần có hồ sơ kiểm tra riêng, bao gồm:
- Thông tin nhà cung cấp, số lô, ngày nhập kho
- Kết quả đo kích thước, độ cứng, thành phần hóa học
- Ảnh chụp khuyết tật (nếu có)
- Kết luận: Đạt / Không đạt / Đạt có điều kiện
Hồ sơ này lưu trữ tối thiểu 5 năm, phục vụ truy xuất khi phát hiện lỗi sản phẩm hoặc khiếu nại của khách hàng. Một số doanh nghiệp sử dụng mã QR dán trên từng tấm thép, quét mã để xem ngay thông tin kiểm tra.
Khi sản phẩm cuối cùng gặp sự cố, việc truy ngược về nguyên liệu đầu vào giúp xác định nguyên nhân nhanh chóng — lỗi do vật liệu hay do quy trình gia công.
Quyết định chấp nhận hoặc từ chối
Sau khi hoàn tất kiểm tra, phân loại nguyên liệu thành 3 nhóm:
Đạt yêu cầu: Tất cả thông số nằm trong dung sai, không có khuyết tật nghiêm trọng → Chuyển vào kho nguyên liệu, sẵn sàng sản xuất.
Đạt có điều kiện: Một số thông số sai lệch nhỏ nhưng vẫn sử dụng được cho ứng dụng ít quan trọng. Ví dụ: Tấm thép có độ phẳng 3mm/m (vượt tiêu chuẩn 2mm/m) vẫn dùng được cho kết cấu không yêu cầu cao, nhưng không dùng cho bàn máy.
Không đạt: Khuyết tật nghiêm trọng hoặc sai lệch vượt giới hạn cho phép → Cách ly, ghi nhãn “Không sử dụng”, liên hệ nhà cung cấp đổi trả hoặc giảm giá.
Quyết định từ chối cần có căn cứ rõ ràng — ảnh chụp, số liệu đo, tham chiếu tiêu chuẩn. Tránh tranh chấp với nhà cung cấp bằng cách thống nhất tiêu chí nghiệm thu trước khi đặt hàng.
Kiểm tra vật liệu đầu vào không chỉ là thủ tục hành chính mà là công đoạn quyết định chất lượng sản phẩm cuối. Đầu tư thời gian và thiết bị cho bước này giúp giảm phế phẩm, tăng hiệu suất gia công và xây dựng uy tín với khách hàng. Với thép và kim loại, nguyên tắc “đo trước khi cắt” luôn đúng.
Ngày Cập Nhật 09/03/2026 by Minh Anh