Trong gia công cơ khí chính xác, bảng tra dung sai kích thước là công cụ không thể thiếu để đảm bảo các chi tiết lắp ghép hoạt động chính xác. Bài viết này cung cấp bảng tra dung sai kích thước đầy đủ theo tiêu chuẩn JIS B 0401-1:2016 và JIS B 0401-2:2016, kèm hướng dẫn áp dụng thực tế cho kỹ sư cơ khí và thợ gia công.
Dung Sai Lắp Ghép Là Gì
Dung sai là phạm vi sai lệch cho phép giữa kích thước thực tế và kích thước danh nghĩa. Trong lắp ghép trục-lỗ, dung sai quyết định mức độ chặt/lỏng của mối ghép — ảnh hưởng trực tiếp đến khả năng lắp ráp, độ chính xác vận hành và tuổi thọ thiết bị.
Trị số dung sai được tính bằng hiệu giữa kích thước giới hạn lớn nhất và nhỏ nhất, hoặc bằng hiệu đại số giữa sai lệch giới hạn trên và dưới. Ví dụ: trục Ø50h7 có dung sai 0,025mm, nghĩa là đường kính thực tế dao động trong khoảng 49,975-50,000mm.
Khi thiết kế, việc chọn cấp dung sai phụ thuộc vào yêu cầu kỹ thuật: ổ lăn cần H7/g6 để đảm bảo độ chính xác quay, trong khi then hoa có thể dùng H9/d9 vì yêu cầu lắp ghép lỏng hơn.
Bảng Dung Sai Lỗ Miền E7 đến H10
Các cấp dung sai từ E7 đến H10 áp dụng cho lỗ trong lắp ghép cơ bản. H7 là cấp phổ biến nhất cho ổ bi, bạc đạn và các mối ghép yêu cầu độ chính xác trung bình. H8-H10 dùng cho lắp ghép lỏng, cho phép di chuyển tương đối giữa các chi tiết.
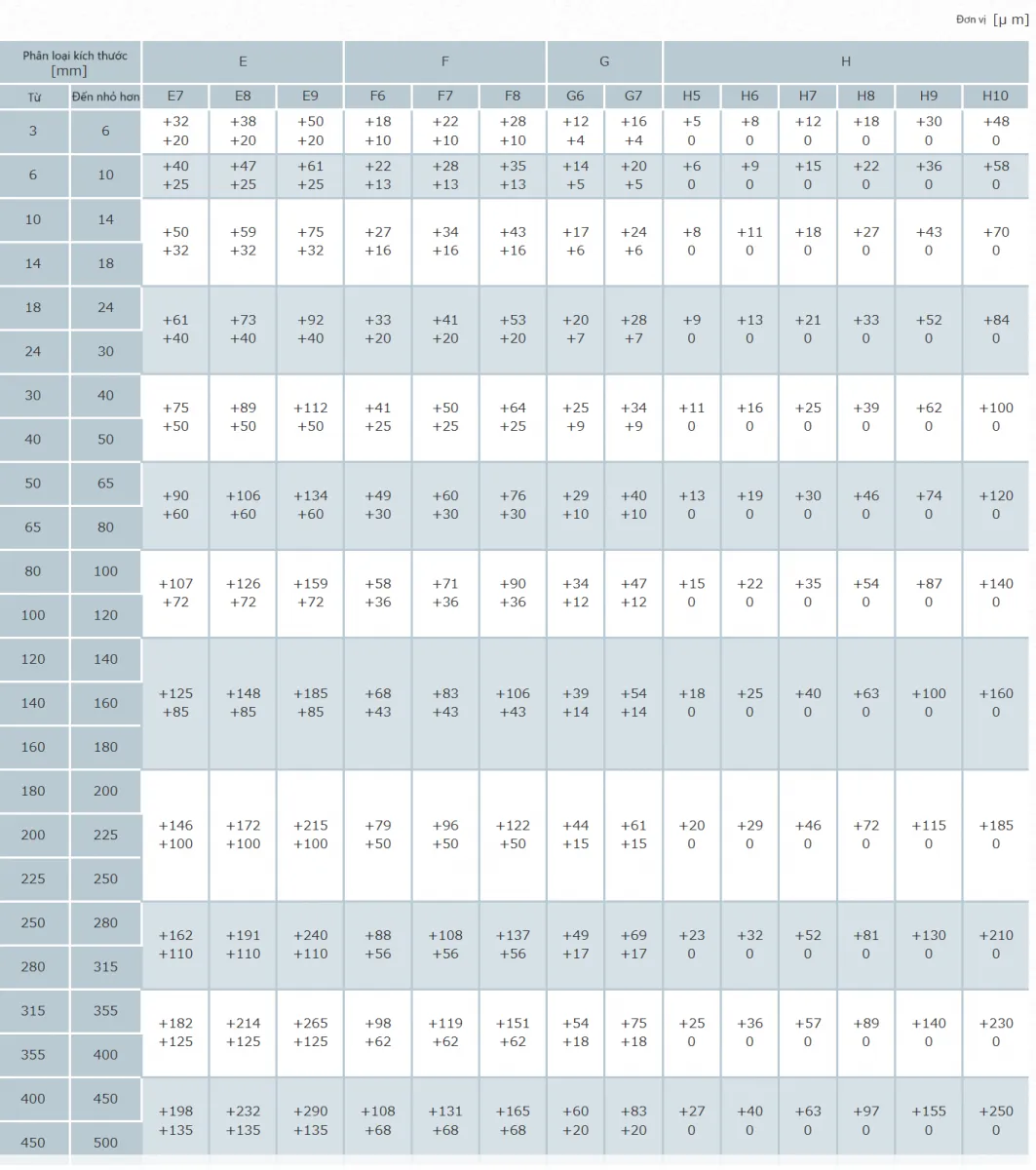 Bảng dung sai lỗ miền E7~H10 theo JIS B 0401-1:2016
Bảng dung sai lỗ miền E7~H10 theo JIS B 0401-1:2016
Trong thực tế sản xuất, lỗ H7 thường được gia công bằng doa hoặc mài, đảm bảo độ nhám bề mặt Ra 1,6-3,2μm. Với lỗ H9-H10, có thể sử dụng khoan và khoét thô, giảm chi phí gia công khi không yêu cầu độ chính xác cao.
Bảng Dung Sai Lỗ Miền Js6 đến R7
Miền Js6 đến R7 bao gồm các kiểu lắp ghép từ trung gian đến chặt. Js6 (dung sai đối xứng) thường dùng cho trục chính máy công cụ, trong khi P7-R7 tạo lắp ghép chặt cố định, thay thế hàn hoặc bu lông trong một số ứng dụng.
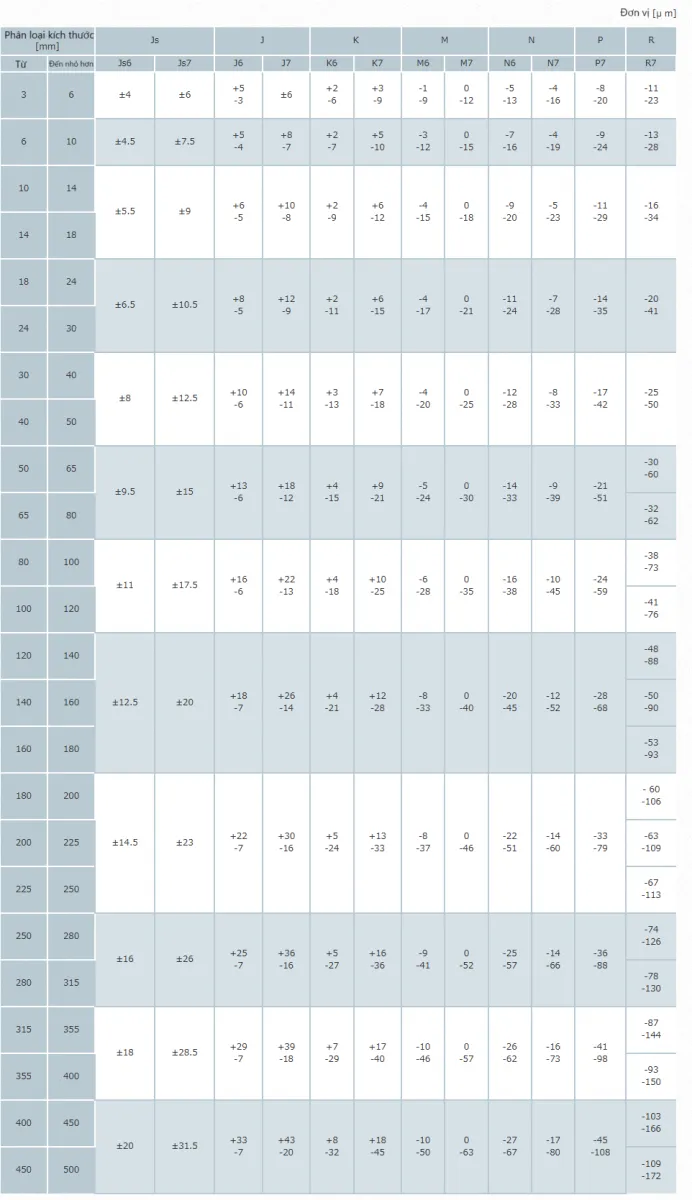 Bảng dung sai lỗ miền Js6~R7 theo JIS B 0401-1:2016
Bảng dung sai lỗ miền Js6~R7 theo JIS B 0401-1:2016
Lắp ghép chặt P7/h6 hoặc R7/h6 yêu cầu ép nhiệt hoặc ép lạnh khi lắp ráp. Khi ép lạnh trục bằng nitơ lỏng (-196°C), đường kính co lại khoảng 0,12mm cho mỗi 100mm, tạo khe hở tạm thời để lắp vào lỗ. Sau khi trục về nhiệt độ thường, mối ghép tự động chặt lại.
Bảng Dung Sai Trục Miền d8 đến h9
Dung sai trục từ d8 đến h9 phục vụ các kiểu lắp ghép từ lỏng đến trung gian. Trục h6 là chuẩn phổ biến nhất, kết hợp với lỗ H7 tạo lắp ghép trượt chính xác. Trục g6 và f7 cho phép quay tự do với độ rơ tối thiểu.
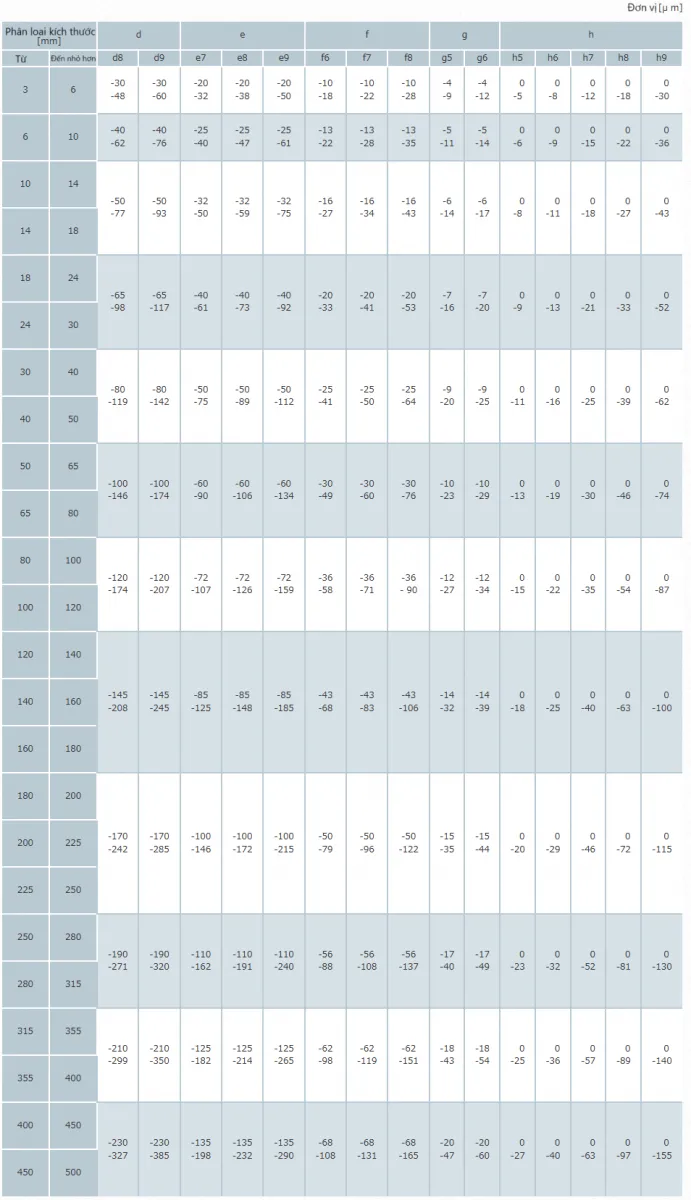 Bảng dung sai trục miền d8~h9 theo JIS B 0401-2:2016
Bảng dung sai trục miền d8~h9 theo JIS B 0401-2:2016
Trong gia công, trục h6 thường được mài đạt độ nhám Ra 0,8-1,6μm. Sai lệch hình dáng (độ côn, độ ô van) phải kiểm soát trong 50% dung sai kích thước để đảm bảo tiếp xúc đều trên toàn bộ chiều dài lắp ghép. Khi đo kiểm, cần sử dụng panme điện tử độ phân giải 0,001mm cho cấp dung sai 6-7.
Bảng Dung Sai Trục Miền js8 đến r9
Miền js8 đến r9 bao gồm các kiểu lắp ghép chặt và siêu chặt. Trục k6-n6 tạo lắp ghép trung gian, yêu cầu lực ép nhẹ khi lắp. Trục p6-r6 tạo lắp ghép chặt cố định, chịu được mô-men xoắn và tải trọng lớn mà không cần then hoặc then hoa.
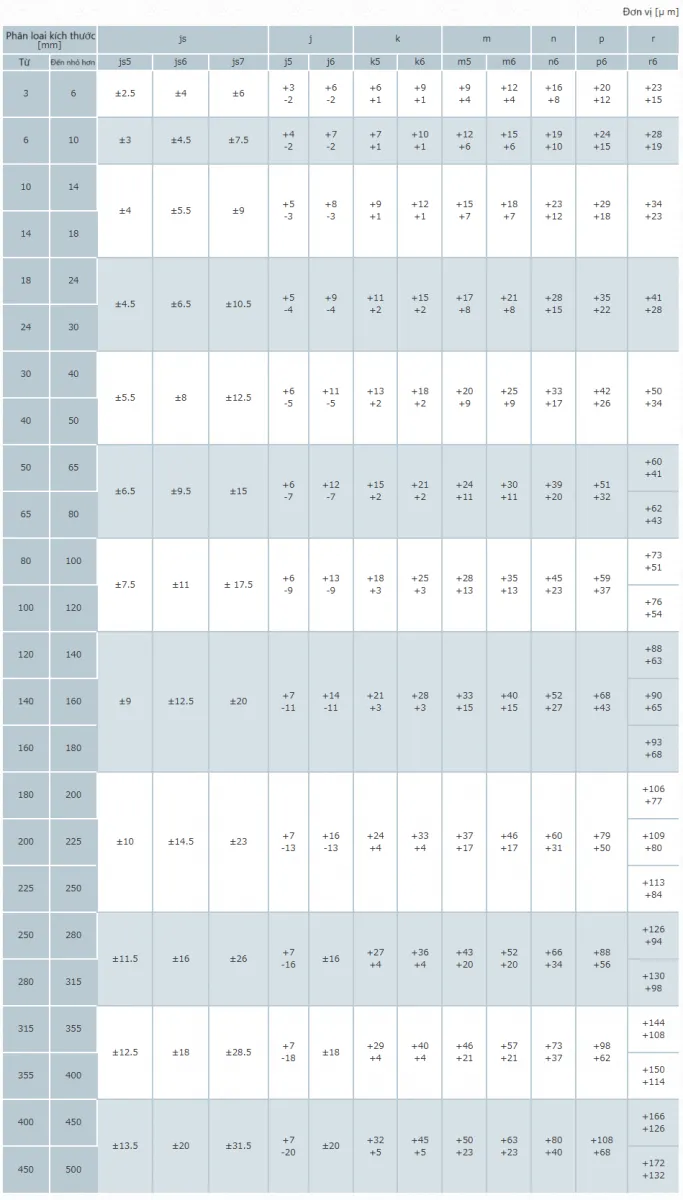 Bảng dung sai trục miền js8~r9 theo JIS B 0401-2:2016
Bảng dung sai trục miền js8~r9 theo JIS B 0401-2:2016
Lắp ghép chặt r6/H7 có độ dôi (interference) lên đến 0,06mm trên đường kính Ø50, tạo áp suất tiếp xúc khoảng 80-120 MPa. Điều này đủ để truyền mô-men xoắn 500-800 Nm mà không trượt. Tuy nhiên, cần kiểm tra ứng suất vòng trong lỗ để tránh biến dạng dẻo hoặc nứt vật liệu.
Hướng Dẫn Chọn Dung Sai Thực Tế
Khi thiết kế mối ghép trục-lỗ, cần cân nhắc ba yếu tố: chức năng (cố định/quay/trượt), điều kiện làm việc (tải trọng, tốc độ, nhiệt độ) và khả năng gia công. Lắp ghép H7/h6 là lựa chọn an toàn cho hầu hết ứng dụng trung bình, cân bằng giữa độ chính xác và chi phí.
Với môi trường nhiệt độ cao (>100°C), cần tính toán lại độ dôi do giãn nở nhiệt khác nhau giữa trục và lỗ. Thép giãn nở 12×10⁻⁶/°C, nhôm 23×10⁻⁶/°C — chênh lệch này có thể làm lỏng lắp ghép chặt hoặc kẹt lắp ghép trượt.
Đối với sản xuất hàng loạt, ưu tiên hệ thống lỗ cơ bản (lỗ H cố định, thay đổi trục) vì dễ kiểm tra và giảm số lượng dụng cụ đo. Hệ thống trục cơ bản (trục h cố định) chỉ dùng khi trục là sản phẩm tiêu chuẩn có sẵn.
Bảng tra dung sai kích thước theo JIS B 0401 là tài liệu tham khảo thiết yếu cho mọi kỹ sư cơ khí. Việc hiểu rõ ý nghĩa từng cấp dung sai và điều kiện áp dụng giúp tối ưu hóa thiết kế, giảm chi phí gia công và nâng cao độ tin cậy sản phẩm. Tài liệu đầy đủ JIS B 0401-1:2016/JIS B 0401-2:2016 có thể tải tại đây.
Ngày Cập Nhật 07/03/2026 by Minh Anh